一种基于视觉的激光打印光伏板极小缺陷检测装置及方法
本发明属于生产自动监测装备,尤其涉及一种基于视觉的激光打印光伏板极小缺陷检测装置及方法。
背景技术:
1、现代社会中随着科技和工业的快速发展,太阳能作为一种绿色清洁可再生的能源,已经逐渐成为能源结构中不可或缺的重要成分。光伏板作为太阳能发电的核心部件,它的质量直接会影响整个发电系统的效率。目前工业上比较先进的生产光伏板的方法是激光打印技术,它是利用激光器将光伏材料直接蒸发或者烧蚀在基板上来实现光伏板的制造,与传统的丝网印刷技术相比,其具有印刷一致性高、耗银量少和能量转换效率高等优点。然而由于生产失误、误操作、运输过程不规范等因素不可避免地会对光伏板造成损伤,导致光伏板出现断栅、漏浆、粗线、划痕等缺陷。对于光伏板中最关键的栅线部位,其缺陷会直接对整个光伏板发电状态造成极大的损害。此外,激光打印技术在实现高效率生产光伏板的同时也使光伏板中的缺陷变得更加细微,光伏板中的栅线宽度和高度为微米级,出现的栅线缺陷可能更加细微,这就给光伏板的缺陷检测带来新的挑战。
2、目前,部分光伏板生产厂家以人工检测为主,依赖于检测人员的肉眼识别,该方式不仅存在准确度低、人力成本高等问题,还会随着检测人员视疲劳的出现,导致效率降低无法适应当前快节奏的自动化生产环境。部分光伏板生产厂家采用了基于视觉的缺陷检测装置,但其主要是采用面阵相机对整个视野面内的缺陷进行整体识别和检测,受相机分辨率等因素的制约导致其对极小尺寸缺陷的识别有一定的局限性。因此亟需一种针对光伏板中极小缺陷目标的检测装置和方法来解决上述技术问题。
技术实现思路
1、为解决现有技术的缺点和不足,提供一种基于视觉的激光打印光伏板极小缺陷检测装置及方法,从而解决人工检测存在的准确性低、人力成本高、检测效率不稳定以及现有基于视觉的缺陷检测装置对极小尺寸缺陷识别存在局限的问题。
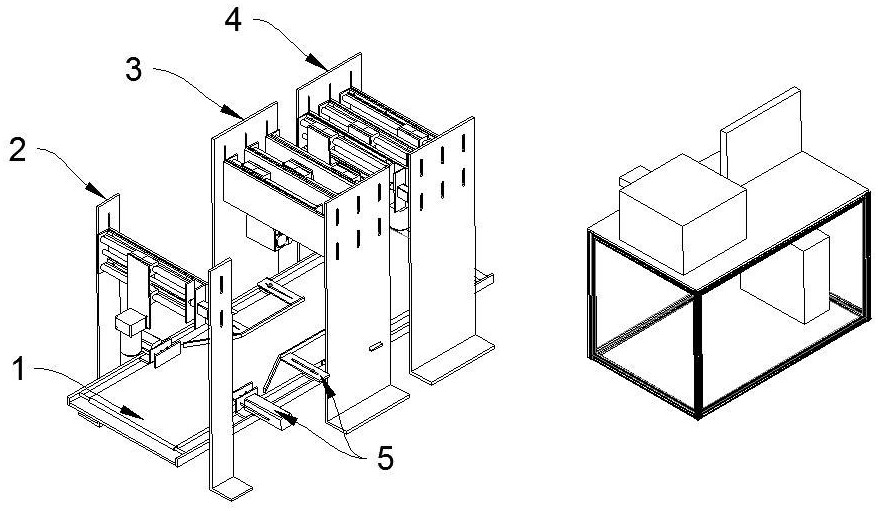
2、为实现本发明目的而提供的一种基于视觉的激光打印光伏板极小缺陷检测装置,包括有传送机构、姿态检测机构、光源调节机构、拍摄机构和姿态校正机构,所述传送机构的正上方自左向右依次设置有姿态检测机构、光源调节机构和拍摄机构,所述姿态检测机构与光源调节机构之间设置有姿态校正机构,且所述姿态校正机构安装在传送机构上;
3、所述姿态检测机构、光源调节机构和拍摄机构均包括有对称设置的机架、连接板和调节装置,所述对称设置的机架之间设置有连接板,所述连接板上安装有调节装置,所述调节装置包括有基板,所述基板的底部与连接板固定,所述基板的顶部水平设置有电动丝杠和滑轨,所述滑轨上套设有滑块,所述电动丝杠与滑块通过螺纹配合实现滑块位置的移动,所述滑块的上表面安装有固定板;
4、在所述姿态检测机构中,所述连接板为一个,所述调节装置中的固定板上安装有面阵相机;
5、在所述光源调节机构中,所述连接板为三个,所述调节装置中的固定板上对称设置有光源角度调节板,对称设置的所述光源角度调节板之间设置有高亮度光源;
6、在所述拍摄机构中,所述连接板为三个,所述调节装置中的固定板上安装有线阵相机。
7、作为上述方案的进一步改进,所述传送机构包括有底板,所述底板的前后板之间自左向右依次设置有三根转轴,三根所述转轴的外部套设有传输带,其中一根所述转轴的一端与驱动电机的动力轴连接。
8、作为上述方案的进一步改进,所述姿态校正机构包括有底座,所述底座固定在底板上,所述底座上安装有对称设置的气缸和对称设置的调节板,对称设置的所述气缸相对的活动端安装有推送板,对称设置的所述调节板相对的端部均设置有侧面板。
9、一种基于视觉的激光打印光伏板缺陷检测方法,包括以下步骤:
10、步骤1,将面阵相机、线阵相机、高亮度光源、姿态检测机构与姿态校正机构调节到合适位置;
11、步骤2,使用面阵相机对光伏板进行图像采集,采集得到的图像通过霍夫变换算法进行栅线直线位置检测,判断光伏板的传输方向是否符合采集要求,若符合采集要求,则直接进行光伏板图像采集,若不符合,则先进行光伏板传输方向调节再进行光伏板姿态校正;
12、步骤3,根据光伏板的运动速度变化规律和线阵相机内部参数确定线阵相机的工作行频,同时利用三个线阵相机对视野范围内的光伏板进行图像采集,得到指定数量的行线阵图像;
13、步骤4,分别对三个线阵相机连续采集指定数量的行线阵图像进行一次拼接,得到光伏板图像的左侧、中部和右侧三部分,然后对光伏板图像的左侧、中部和右侧三部分进行二次拼接,得到完整的光伏板栅线图像;
14、步骤5,对完整的光伏板栅线图像进行预处理,通过中值滤波算法消除图像拼接所带来的瑕疵、细节模糊和随机噪声的干扰;
15、步骤6,利用极小缺陷目标检测算法对预处理后的光伏板栅线图像进行缺陷检测,识别光伏板栅线图像中存在的缺陷。
16、作为上述方案的进一步改进,所述步骤2中使用面阵相机对光伏板进行图像采集,采集得到的图像通过霍夫变换算法进行栅线直线位置检测,具体步骤为:
17、步骤2.1,对采集得到的图像进行预处理,包括去噪、灰度化、边缘增强;
18、步骤2.2,对预处理后的图像进行霍夫变换;
19、步骤2.3,分析霍夫变换的输出结果,识别出图像中的直线,根据直线斜率检测的结果,若直线斜率为0时,则光伏板的传输方向符合采集要求,若直线斜率不为0时,则光伏板的传输方向不符合采集要求;
20、步骤2.4,若符合采集要求,则直接进行光伏板图像采集,若不符合,则先进行光伏板传输方向调节再进行光伏板姿态校正。
21、作为上述方案的进一步改进,所述步骤4中对光伏板图像的左侧、中部和右侧三部分进行二次拼接的具体步骤为:
22、步骤4.1,对光伏板图像的左侧、中部、右侧的三部分利用orb算法进行特征点提取;
23、步骤4.2,通过计算特征点的描述符,对步骤4.1中提取出的特征点进行匹配,得到光伏板图像的左侧与中部、中部与右侧的匹配特征点对;
24、步骤4.3,采用ransac算法计算步骤4.2得到的匹配特征点对之间的单应矩阵 h, h表达式如下:
25、
26、式中, h11, h12, h13是光伏板图像中特征点经过单应变换后x方向上的映射变换值,包括旋转、缩放和平移; h21, h22, h23是光伏板图像中特征点经过单应变换后y方向上的映射变换值,包括旋转、缩放和平移; h31, h32是光伏板图像中特征点经投影变换后的归一化系数值;
27、步骤4.4,利用步骤4.3得到的单应矩阵 h对光伏板图像的左侧、中部和右侧三部分进行变换与融合,得到完整的光伏板栅线图像,变换关系如下:
28、
29、具体表达式为:
30、
31、展开可得:
32、
33、式中, x 1表示一幅图像上特征点的位置, x 2表示另一幅图像上同一特征点的位置,( x 1, y1)和( x 2, y 2)是匹配特征点对。
34、作为上述方案的进一步改进,所述步骤6中极小缺陷目标检测算法为频域分析方法,利用极小缺陷目标检测算法对预处理后的光伏板栅线图像进行缺陷检测,具体步骤为:
35、步骤6.1,将预处理后的光伏板栅线图像转化为灰度图像;
36、步骤6.2,根据光伏板的特点,构建一组gabor滤波器,其数学表达式如下:
37、
38、转化为实部和虚部的形式,则实部为:
39、
40、虚部为:
41、
42、其中:
43、
44、。
45、式中, x, y表示图像像素的坐标值; λ表示gabor滤波器的波长; θ表示gabor滤波器方向;φ表示相位偏移; γ表示空间的长宽比,与核函数的椭圆率有关; σ表示高斯核函数的标准差;
46、步骤6.3,对输入的灰度图像进行gabor变换,通过gabor滤波器对灰度图像的多个方向进行滤波操作,得到灰度图像在不同尺度和方向上的gabor响应,从而得到多幅滤波响应图像;
47、步骤6.4,将步骤6.3得到的多幅滤波响应图像进行加权合并,得到完整的加权合并图像,该加权合并图像包含缺陷信息;
48、步骤6.5,利用阈值处理将步骤6.4得到的加权合并图像转换为二值图像,然后再利用形态学操作突出缺陷区域得到理想的检测结果。
49、本发明的有益效果是:
50、与现有技术相比,本发明提供的一种基于视觉的激光打印光伏板极小缺陷检测装置及方法,利用姿态检测机构和姿态校正机构对传送过程中光伏板的姿态进行检测及矫正,便于后续图像数据的标准化采集;同时利用调节装置调节面阵相机、线阵相机到光伏板的距离和角度,实现不同尺寸光伏板的图像采集,并减少采集时的系统误差;另外利用高亮度光源进行补光并调整光照角度,使得采集的图像质量更高,便于后续拼接并提高检测精度;再之采用线阵相机组错位式布局,实现了光伏板中栅线高分辨率、高行频的图像采集,且避免了面阵相机视野拼图完整性难题;最终采用实时图像预处理技术、图像拼接技术和极小缺陷目标检测技术,对采集到的图像进行了综合处理,保证了检测结果的实时性和鲁棒性。
51、综上所述,本发明提供的检测装置及方法解决了人工检测存在的准确性低、人力成本高、检测效率不稳定的问题,同时通过线阵相机组错位式布局对图像进行采集和一系列图像处理算法解决了现有基于视觉的缺陷检测装置对极小尺寸缺陷识别存在的局限性。
- 还没有人留言评论。精彩留言会获得点赞!