一种基于研磨毛刺设备的AI耦合控制系统的制作方法
一种基于研磨毛刺设备的ai耦合控制系统
技术领域
1.本发明涉及去毛刺技术领域,ipc分类号为b24b9/04,具体涉及一种基于研磨毛刺设备的ai耦合控制系统。
背景技术:
2.金属制品中的冲压毛刺问题一直严重影响着金属零件的的装配精度,现阶段,针对冲压毛刺的去除设备可分为化学处理,物理处理两方面,其中化学处理可包括电解去毛刺,化学试剂去毛刺等等,而物理处理通常包括振动研磨去毛刺,热处理去毛刺与超声波去毛刺等等,其中振动研磨去毛刺由于其工作原理简单使用价格低,更多的应用于工厂生产中。但是振动研磨去毛刺装置通常存在振动频率控制进度不高,由于机械故障造成的振动噪声过大,与振动频率异常导致的机械损坏等问题,由于研磨毛刺设备的振动是通过振动电机提供的驱动力,由此可见对振动电机的控制与监测是实现研磨毛刺设备稳定运行,提高研磨毛刺设备振动精度的根本与源头。
3.专利cn201320465431提供了一种用于去除毛刺的自动化设备,对去除毛刺设备的结构进行改进,通过设置了毛刺工件的送料机构与出料导出机构,提高了毛刺工件的运载效率,同时添加了光电传感器,通过检测毛刺去除设备的故障进行检测与预警,避免出现故障时机械异常的问题。但是此专利仅在结构上对去除毛刺设备进行了改进和优化,并未彻底的解决去除毛刺设备的频率检测与控制问题,只能在出现故障后对机器进行预警,并不能从根本上保持振动的持续稳定提高毛刺去除的效果与效率。
4.专利cn201711089033提供了基于智能机器人的去毛刺工作站及去毛刺方法,通过建立三维激光扫描装置与机器视觉检测装置,定位出每个工件的毛刺的位置与生长方向,从而生成相应的定位坐标与轨迹点,控制机器人进行高速切削,此专利的控制方法可以提高毛刺去除精度,同时实现了毛刺去除的自动化。但是此专利目前存在生产效率低,同时整体的设备价格较高,不适用与市场应用于批量生产,同时对于雷达与视觉的控制算法复杂度较高,对硬件系统的要求也较高,相比于电机与控制器算法,电机与控制器算法控制更便于修改与后期维护。
5.因此,针对现阶段研磨毛刺设备存在的问题,急需推出一种基于研磨毛刺设备的ai耦合控制系统,通过建立基于振动电机的闭环控制系统,对研磨毛刺设备在运行过程中涉及的重点参数如振动频率与噪声进行合理的调节与监控,及时消除重点参数的运行偏差与异常值,保障研磨毛刺设备运行的平稳性与安全性。
技术实现要素:
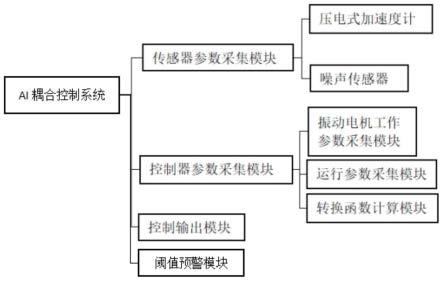
6.针对上述问题,本发明提供了一种基于研磨毛刺设备的ai耦合控制系统,所述的控制系统包括传感器参数采集模块,通过安装传感器装置,采集研磨毛刺设备运行过程中的运行参数,并传送至控制器参数采集模块;控制器参数采集模块,采集振动电机工作状态下的工作参数,并与运行参数在ai耦合控制器中进行对比优化,并将优化后的优化参数传
送至控制输出模块;控制输出模块,通过获取优化参数并作为反馈信号传送至振动电机,控制振动电机运动。
7.优选的,所述的传感器参数采集模块包括压电式加速度计与噪声传感器。
8.优选的,所述的传感器参数采集模块,通过将多个传感器的硬件协议解析为数据集,并对数据集进行信息提取与分类,将不同类别的信息融合为统一的目标数据。
9.优选的,所述的压电式加速度计,通过测量振动的速度,加速度,与位移值,测量研磨毛刺设备在振动过程中的振动的频率与幅值,所述的噪声传感器,通过测量研磨毛刺设备工作噪声的分贝值,监测去毛刺设备的运转情况。
10.优选的,所述的控制输出模块中还包括过电保护模块,当瞬时电流过大时,过电保护模块快速切断控制响应保护振动电机与控制器。
11.优选的,所述的控制系统还包括阈值预警模块,若采集的运行参数达到以及超过设定的阈值预警线,控制系统会自动进行异常值报警警报,同时控制输出模块输出停止指令,终止振动电机运行。
12.优选的,所述的ai耦合控制系统的控制方法为,在控制器参数采集模块中搭建振动电机工作参数采集模块,运行参数采集模块,转换函数计算模块,并通过建立闭环控制模型,进行振动电机工作参数的优化;所述的转换函数计算模块通过封装计算公式,将工作参数转换为运行参数类型。
13.优选的,所述的闭环控制模型包括电流控制模块,电压控制模块与电机转速控制模块,构成内环控制结构。
14.优选的,所述的电流控制模块,电压控制模块与电机转速控制模块在ai耦合控制器中与运行参数构成外环控制结构,并对外环控制结构进行调参解耦后得到优化参数。
15.优选的,所述的ai耦合控制器中封装有基于改进的自适应pid控制算法。
16.上述技术方案具有如下优点或有益效果:
17.(1)本发明所述的控制系统通过建立了闭环控制模型与ai耦合控制器,将振动电机工作状态下的工作参数与传感器采集的运行参数进行对比优化,并将优化后的优化参数作为反馈信号传送至振动电机,控制振动电机运动,用以减小振动电机在运行过程中的振动频率偏差,保证振动电机的平稳运行。
18.(2)本发明通过安装压电式加速度计,与噪声传感器,用以对研磨毛刺设备的振动频率,振幅与噪声进行实时的监控,若研磨毛刺设备发生异常卡顿,造成运行造成瞬间过大,并超过指定阈值时,噪声传感器会自动监测声音分贝,同时进行预警处理,防止由于机械异常,造成振动频率的瞬时改变导致机器损坏及故障的发生。
附图说明
19.图1为一种基于研磨毛刺设备的ai耦合控制系统流程图。
具体实施方式
20.一种基于研磨毛刺设备的ai耦合控制系统,所述的控制系统包括传感器参数采集模块,通过安装传感器装置,采集研磨毛刺设备运行过程中的运行参数,并传送至控制器参数采集模块;控制器参数采集模块,采集振动电机工作状态下的工作参数,并与运行参数在
ai耦合控制器中进行对比优化,并将优化后的优化参数传送至控制输出模块;控制输出模块,通过获取优化参数并作为反馈信号传送至振动电机,控制振动电机运动。
21.在一种优选的实施方式中,所述的研磨毛刺设备通过调节振动的偏绿,用以处理不同尺寸的零件毛刺,并通过调整研磨毛刺设备的从才间隙与振动方向,适时的调节不同方向,角度与大小的毛刺类型。
22.在一种实施方式中,所述的传感器参数采集模块包括压电式加速度计与噪声传感器。
23.在一种实施方式中,所述的压电式加速度计,通过测量振动的速度,加速度,与位移值,测量研磨毛刺设备在振动过程中的振动的频率与幅值,所述的噪声传感器,通过测量研磨毛刺设备工作噪声的分贝值,监测去毛刺设备的运转情况。
24.在一种优选的实施方式中,所述的噪声传感器,通过监测研磨毛刺设备的运行声域是否在设定的合理范围内,如超出设定的分贝范围,则判定为研磨毛刺设备异常,此时噪声传感器将异常信号传送至控制输出模块,并通过控制输出模块预警,并将停止信号传送至振动电机控制振动电机停止运行。
25.在一种更优选的实施方式中,所述的振动电机可选择单电机或双电机,所述的双电机可设置基于双电机的同步控制系统,通过设定电机的转速与运行时间等参数,确保双电机以相同的频率同步运行。
26.在一种实施方式中,所述的控制器参数采集模块,包括振动电机工作参数采集模块,运行参数采集模块,转换函数计算模块,通过建立闭环控制模型,进行振动电机工作参数的优化;所述的转换函数计算模块通过封装计算公式,将工作参数转换为运行参数类型。
27.在一种实施方式中,所述的闭环控制模型包括电流控制模块,电压控制模块与电机转速控制模块,构成内环控制结构。
28.在一种实施方式中,所述的电流控制模块,电压控制模块与电机转速控制模块在ai耦合控制器中与运行参数构成外环控制结构,并对外环控制结构进行调参解耦后得到优化参数。
29.在一种实施方式中,所述的ai耦合控制器中封装有基于改进的自适应pid控制算法。
30.在一种优选的实施方式中,所述的改进的自适应pid控制算法的方法步骤为:
31.pid控制算法通过建立比例,积分,微分三部分对采集的工作参数进行调节,但由于pid的参数选择需要依靠丰富的人工经验,因此,通常会存在选择不准确造成调节后误差依旧过大的情况,同时pid控制算法只适用于对于线性问题的处理,当工作的场景和设备发生变化,原本的调节参数依然无法适应现阶段的应用场景,因此,在传统的pid控制算法的基础上添加了自适应控制规则,通过建立自适应训练集,对pid的参数进行自适应训练,从而保证得到的参数具有更好的动态环境适应度,使研磨毛刺设备的控制可应用于时变性与非线性较大的环境中。
32.在一种实施方式中,所述的传感器参数采集模块,通过将多个传感器的硬件协议解析为数据集,并对数据集进行信息提取与分类,将不同类别的信息融合为统一的目标数据。
33.在一种优选的实施方式中,所述的传感器参数采集模块首先需要进行传感器的标
定,用以确定传感器采集的参数的准确性。
34.在一种实施方式中,所述的控制系统还包括阈值预警功能,若采集的运行参数达到以及超过设定的阈值预警线,控制系统会自动进行异常值报警警报,同时控制输出模块输出停止指令,终止振动电机运行。
35.在一种实施方式中,所述的控制输出模块中还包括过电保护模块,当瞬时电流过大时,过电保护模块快速切断控制响应保护振动电机与控制器。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1