复合导航式AGV系统的制作方法
复合导航式agv系统
技术领域
1.本实用新型涉及agv装置领域,特别涉及复合导航式agv系统。
背景技术:
2.agv装置可以配备多种导航装置进行导航及定位,使agv装置按照规划的路线将物料运送到指定地点。目前,agv装置采用激光自然导航装置对现场障碍物进行扫描,建立现场环境的地图信息,随后agv装置根据地图信息规划路线进行导航,使得agv装置的自主能力大大提高。但是,激光自然导航装置的agv装置停车的精度较差。
3.二维码导航技术能够确保agv装置精确停车,agv装置配备二维码读头,二维码读头对地面张贴的二维码标签进行读取,对agv装置的行走轨迹进行纠正,从而确保agv装置准确移动到停车位置并且取放料架。若将二维码导航技术与激光自然导航装置结合到agv装置,在保证agv装置的自主能力的前提下,应该能够提高agv装置的停车精度。
4.然而,由于人工摆放料架到停车位置处,料架的位置与停车位置存在偏差,就算agv装置准确移动到停车位置,料架与agv装置的位置仍有差异,容易造成料架偏位。
技术实现要素:
5.本实用新型目的在于提供一种复合导航式agv系统,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
6.为解决上述技术问题所采用的技术方案:
7.一种复合导航式agv系统,包括:
8.agv装置,其包括:
9.本体,其设有沿上下方向贯通的安装孔;
10.激光导航装置,其设于所述本体;
11.举升装置,其设于所述本体;
12.下二维码读头,其设于所述安装孔中,所述下二维码读头的镜头朝向下方;
13.上二维码读头,其设于所述安装孔中,所述上二维码读头的镜头朝向上方;
14.卸料区,其地面设有多个沿前后方向依次间隔设置的卸料二维码标签;
15.料架,其底部设有供所述agv装置进入的潜入空间,所述潜入空间的顶壁设有料架二维码标签。
16.本实用新型的有益效果是:agv装置通过激光导航装置移动到料架前,agv装置进入料架下方的潜入空间中,举升装置抬起料架后,上二维码读头读取料架的料架二维码标签,以确定料架的位置与本体的位置之间的准确偏差值,随后agv装置将料架运送到卸料区,下二维码读头读取地面的卸料二维码标签,纠正agv装置的行走姿态,使得agv装置能够准确移动到相邻的下一个卸料二维码标签处,通过多次调整确保agv装置能够准确定位到任意一个卸料二维码标签的上方,根据料架的位置与本体的位置之间准确的偏差值微调agv装置的位置,使得料架能够准确放置到目标卸料二维码标签的上方。
17.作为上述技术方案的进一步改进,所述上二维码读头的镜头与所述下二维码读头的镜头位于同一竖直线上。
18.上二维码读头的镜头与下二维码读头的镜头位于同一竖直线上,以上二维码读头的镜头位置为原点的上二维码坐标系、以下二维码读头的镜头位置为原点的下二维码坐标系,确保上二维码坐标系与下二维码坐标系的原点位于同一竖直线上,计算料架的位置与agv装置的位置之间准确的偏差值时,有利于节省上二维码坐标系原点与下二维码坐标系原点的转换过程,提高计算效率。
19.作为上述技术方案的进一步改进,所述下二维码读头的镜头位于所述本体水平截面的中心。
20.下二维码读头的镜头位于本体的中心,当下二维码读头获取卸料区的下二维码信息后,无需对下二维码读头的位置与本体的位置进行坐标转换,节省转换过程,提高计算效率;而上二维码读头的位置与下二维码读头的位置位于同一竖直线上,则上二维码读头位于本体的中心,当上二维码读头获取料架的上二维码信息后,无需对上二维码读头的位置与本体的位置进行坐标转换,提高计算效率。
21.作为上述技术方案的进一步改进,所述下二维码读头的镜头位于所述安装孔的轴线上,所述复合导航式agv系统还包括两个差速驱动轮,两个所述差速驱动轮均设置于所述本体的底部,两个所述差速驱动轮以所述安装孔的轴线为对称轴对称分布。
22.两个差速驱动轮以安装孔的轴线为对称轴对称分布,而下二维码读头的镜头位于安装孔的轴线上,由于agv装置的移动轨迹由两个差速驱动轮控制,在模拟agv装置的移动轨迹时,两个差速驱动轮之间的中点处近似于agv装置的移动轨迹中心,下二维码读头的镜头位于两个差速驱动轮之间连线的中点处,使下二维码读头的镜头位置与agv装置移动轨迹中心相对应,从而有助于确定卸料区地面的卸料二维码标签的张贴位置。
23.作为上述技术方案的进一步改进,所述agv装置还包括活动件,所述举升装置带动所述活动件升降,所述上二维码读头连接于所述活动件,所述活动件与所述上二维码读头联动。
24.举升装置带动活动件升降,活动件带动上二维码读头沿上下方向移动,agv装置潜入料架的潜入空间中,举升装置带动活动件上升与潜入空间的顶壁相抵进而抬升料架,上二维码读头与活动件联动,agv装置在抬起料架时,料架与本体的相对位置固定,上二维码读头读取料架二维码标签后,能够得出料架位置与本体位置准确的偏差值。
25.作为上述技术方案的进一步改进,所述agv装置还包括回转盘,所述回转盘连接于所述举升装置,所述举升装置带动所述回转盘升降,所述回转盘设有转动件,所述转动件的转动轴线与所述安装孔的轴线重合,所述活动件连接于所述转动件,所述转动件带动所述活动件绕竖向轴线转动。
26.举升装置带动回转盘升降,回转盘的转动件带动活动件绕竖向轴线转动,且转动件的转动轴线与安装孔的轴线重合,而上二维码读头与活动件连接,活动件抬起料架后,agv装置进行转弯时,回转盘驱动转动件转动令活动件及料架保持原有姿态,有助于减少料架晃动,且上二维码读头与活动件同步转动,保证上二维码读头与料架的相对位置固定,从而确保上二维码读头位置与料架位置的偏差值保持不变,当agv装置抵达卸料区卸下料架时,回转盘驱动转动件回复原位,agv即可根据准确的偏差值调整料架的放置位置。
27.作为上述技术方案的进一步改进,所述复合导航式agv系统还包括装料区,所述装料区的地面设有多个沿前后方向间隔设置的装料二维码标签;
28.所述料架设于所述装料区,所述料架位于任意一个所述装料二维码标签的上方,所述agv装置将所述料架从所述装料区运送到所述卸料区;
29.或者,所述料架设于所述卸料区,所述料架位于任意一个所述卸料二维码标签的上方,所述agv装置将所述料架从所述卸料区运送到所述装料区。
30.若料架设于装料区的一个装料二维码标签上方,当agv装置移动到装料区后,下二维码读头读取地面的装料二维码标签,纠正agv装置的行走姿态,使得agv装置能够准确移动到相邻的下一个装料二维码标签处,通过多次调整确保agv装置能够准确定位到任意一个装料二维码标签的上方,而料架设于其中一个装料二维码标签的上方,便于agv装置利用举升装置装载料架;若料架设于卸料区的一个卸料二维码标签上方,当agv装置移动到卸料区后,下二维码读头读取底面的卸料二维码标签,纠正agv装置的行走姿态,使得agv装置能够准确移动到相邻的下一个卸料二维码标签处,通过多次调整确保agv装置能够准确定位到任意一个卸料二维码标签的上方,而料架设于其中一个卸料二维码标签的上方,便于agv装置利用举升装置装载料架;相对于agv装置采用激光自然导航装置移动到料架处,将料架设置于装料二维码标签的上方或卸料二维码标签的上方,有助于agv装置准确移动到料架的潜入空间中,从而减少料架的位置与本体的位置之间的偏差值。
31.作为上述技术方案的进一步改进,所述料架二维码标签位于所述料架水平截面的中心。
32.当agv装置进入料架的潜入空间后,agv装置的上二维码读头读取料架二维码标签,料架二维码标签位于料架水平截面的中心,有助于确定料架的中心与agv装置的中心在水平方向上的距离,从而更容易计算料架的位置与本体的位置之间的偏差值。
附图说明
33.下面结合附图和实施例对本实用新型做进一步的说明;
34.图1是本实用新型所提供的复合导航式agv系统,其一实施例的俯视示意图;
35.图2是本实用新型所提供的复合导航式agv系统,其一实施例中agv装置背负料架的结构示意图;
36.图3是本实用新型所提供的复合导航式agv系统,其一实施例中agv装置的结构示意图;
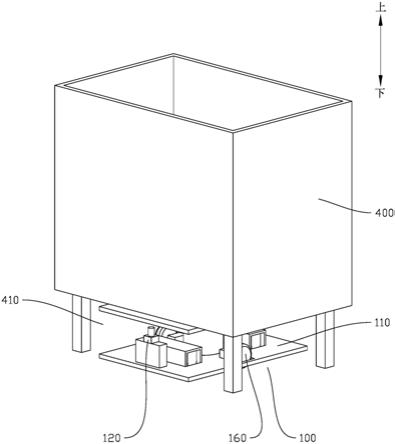
37.图4是本实用新型所提供的复合导航式agv系统,其一实施例中agv装置另一角度的结构示意图;
38.图5是本实用新型所提供的复合导航式agv系统,其一实施例中agv装置的剖视示意图;
39.图6是本实用新型所提供的复合导航式agv系统,其一实施例中料架的结构示意图。
40.100、agv装置,110、本体,111、安装孔,120、激光导航装置,130、举升装置,140、下二维码读头,150、上二维码读头,160、差速驱动轮,170、转动件,180、活动件,200、卸料区,210、卸料二维码标签,300、装料区,310、装料二维码标签,400、料架,410、潜入空间,411、料
架二维码标签。
具体实施方式
41.本部分将详细描述本实用新型的具体实施例,本实用新型之较佳实施例在附图中示出,附图的作用在于用图形补充说明书文字部分的描述,使人能够直观地、形象地理解本实用新型的每个技术特征和整体技术方案,但其不能理解为对本实用新型保护范围的限制。
42.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
43.在本实用新型的描述中,如果具有“若干”之类的词汇描述,其含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。
44.本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
45.参照图1至图6,本实用新型的复合导航式agv系统作出如下实施例:
46.复合导航式agv系统包括agv装置100、卸料区200、装料区300、料架400。
47.卸料区200与装料区300分隔设置,agv装置100从卸料区200到装料区300之间往返移动,料架400设置于卸料区200或装料区300,agv装置100运送料架400。卸料区200的地面上设有多个卸料二维码标签210,多个卸料二维码标签210沿前后方向依次间隔设置,每个卸料二维码标签210保存有对应的位置信息。装料区300的地面上设有多个装料二维码标签310,多个装料二维码标签310沿前后方向依次间隔设置,每个装料二维码标签310保存有对应的位置信息。若料架400设置于装料区300,则料架400位于其中一个装料二维码标签310的上方,且料架400的前方地面上设有至少一个装料二维码标签310。若料架400设置于卸料区200,则料架400位于其中一个卸料二维码标签210的上方,且料架400的前方底面上设有至少一个卸料二维码标签210。
48.agv装置100由本体110、激光导航装置120、举升装置130、下二维码读头140、上二维码读头150、两个差速驱动轮160,两个前万向轮、两个后万向轮、回转盘、活动件180组成。激光导航装置120设于本体110的前侧壁,激光导航装置120用于agv装置100在往返装料区300与卸料区200之间的导航。本体110的水平截面的中心设有安装孔111,安装孔111沿上下方向贯通本体110,下二维码读头140与上二维码读头150均设置于安装孔111中,下二维码读头140连接于安装孔111的内壁,下二维码读头140的镜头朝向下方,上二维码读头150的镜头朝向上方,下二维码读头140的镜头与上二维码读头150的镜头位于同一竖直线上,且下二维码读头140的镜头位于安装孔111的轴线上。
49.两个差速驱动轮160设置于本体110的底部,两个差速驱动轮160以安装孔111的轴线为对称轴对称分布于本体110的左右两侧,下二维码读头140的镜头位于两个差速驱动轮160之间连线的中点处。两个前万向轮与两个后万向轮均设于本体110的底部,两个前万向
轮位于安装孔111的前方,两个后万向轮位于安装孔111的后方。
50.本体110的中部设有圆筒状支撑柱,安装孔111为圆筒状支撑柱的内孔,举升装置130设于本体110上,举升装置130呈圆筒状,举升装置130套设于圆筒状支撑柱的外围,举升装置130具有升降件,举升装置130驱动升降件沿上下方向移动。升降件的顶部连接回转盘,回转盘的中部设有沿上下方向贯通的通孔,通孔与安装孔111正对,回转盘具有转动件170,转动件170以安装孔111的轴线为转轴转动。活动件180连接于转动件170的顶部,活动件180的中部设有沿上下方向贯通的装配孔,装配孔与安装孔111正对,上二维码读头150与装配孔的内壁连接,则活动件180与上二维码读头150联动。举升装置130驱动升降件上升或下降时,活动件180带动上二维码读头150上升或下降,回转盘驱动转动件170绕安装孔111的轴线转动时,活动件180带动上二维码读头150转动。
51.料架400的底部留有供agv装置100进入的潜入空间410,潜入空间410的顶壁设有料架二维码标签411,料架二维码标签411位于料架400水平截面的中心。当agv装置100进入潜入空间410后,agv装置100的举升装置130驱动升降件上升,使活动件180的顶面与潜入空间410的顶壁相抵,而安装孔111正对料架二维码标签411,上二维码读头150读取料架二维码标签411的信息,上二维码读头150读取料架二维码标签411的位置相对于上二维码读头150的镜头的位置在水平方向的偏差值,该偏差值为料架400的中心相对于agv装置100的中心在水平方向上的偏差值。
52.若操作工人将料架400放置到装料区300的其中一个装料二维码标签310的上方,难以确保料架400的中心与装料二维码标签310的中心正对,料架400的料架二维码标签411与装料二维码标签310在水平方向上存在偏移值。agv装置100通过激光导航装置120导航到装料区300,随后agv装置100的下二维码读头140读取装料区300地面位于最前侧的一个装料二维码标签310,纠正agv装置100的行走姿态,使得agv装置100能够准确移动到相邻的下一个装料二维码标签310处,使得agv装置100能够准确移动到料架400的下方。agv装置100进入料架400的潜入空间410中,agv装置100的举升装置130驱动升降件上升,使活动件180的顶面与潜入空间410的顶壁相抵,而安装孔111正对料架二维码标签411,上二维码读头150读取料架二维码标签411的信息,上二维码读头150读取料架二维码标签411的位置相对于上二维码读头150的镜头的位置在水平方向的偏差值,该偏差值为料架400的中心相对于agv装置100的中心在水平方向上的偏差值。最后agv装置100离开装料区300通过激光导航装置移动到卸料区200,agv装置100的下二维码读头140读取卸料区200地面位于最前侧的一个卸料二维码标签210,纠正agv装置100的行走姿态,使得agv装置100能够准确移动到相邻的下一个卸料二维码标签210处,经过多个卸料二维码标签210纠正行走姿态后,agv装置100能够准确定位到位于最后侧的一个卸料二维码标签210处,随后agv装置100根绝料架400的中心与agv装置100的中心之间的偏差值,调整料架400的位置使料架400的中心与该卸料二维码标签210正对,保证料架400的中心与该卸料二维码标签210的中心正对。最后举升装置130驱动升降件下降,令料架400放置于该卸料二维码标签210的上方。
53.以上对本实用新型的较佳实施方式进行了具体说明,但本发明创造并不限于所述实施例,熟悉本领域的技术人员在不违背本实用新型精神的前提下还可作出种种的等同变型或替换,这些等同的变型或替换均包含在本技术权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1