机床的控制装置的制作方法
1.本发明涉及机床的控制装置。
背景技术:
2.以往,在对工件进行切削加工的情况下,使用例如车床那样的机床,该机床具有使切削工具与工件相对旋转的至少一个主轴、以及使切削工具相对于工件相对移动的至少一个进给轴,使主轴和进给轴协调动作来通过切削工具对工件进行切削加工。
3.在这样的机床中,通常,切削工具的刀尖连续地削掉工件表面的材料,因此根据工件的材质,被削掉的材料成为细长的切屑(屑粉)。切屑可能缠绕于切削工具而阻碍工件的加工。与此相对,例如如专利文献1所记载的那样,已知对工件进行摆动切削的技术。摆动切削使切削工具相对于绕主轴旋转的工件以摆动相位交叉的方式以预定的振动次数进行往复动作。若摆动相位在工件的表面交叉,则切削工具在摆动相位交叉的部位再次通过已经削掉了工件的表面的部位,因此切削工具暂时从工件离开(空摆)。由于摆动相位在工件的表面定期地交叉,因此切削工具定期地从工件表面离开(空摆)。因此,切屑以一定的长度被切碎,从而消除切屑缠绕于切削工具的问题。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2018-94690号公报
技术实现要素:
7.发明要解决的课题
8.在对工件进行摆动切削的情况下,例如,在控制进给轴的伺服控制装置中,在用于使切削工具沿着进给轴移动的位置指令上叠加用于使切削工具以预定的振动次数进行往复动作的摆动指令。该摆动指令根据切削加工时的切削工具的每周旋转进给量(主轴每旋转一周的切削工具的位置)、主轴的旋转速度来计算。
9.但是,主轴控制部根据来自cnc的指令使主轴旋转,其反馈被通知给伺服控制装置。因此,用于摆动指令的计算的主轴转速存在通知延迟。
10.若存在这样的通知延迟,则在使切削工具相对于工件相对地摆动的情况下,摆动相位相对于主轴(工件)的相位发生偏移,由此摆动相位不交叉,存在无法高效地切碎切屑的可能性。这样的问题在将主轴的旋转速度控制为固定来进行切削加工的情况下不发生,但在例如对外形形状为锥状的工件一边将工件的圆周速度控制为固定一边进行切削加工的情况等那样进行伴随主轴的旋转速度变化的切削加工的情况下发生。这是因为通知延迟量的摆动相位的偏移量的大小根据主轴的旋转速度而变化。因此,在进行摆动切削的机床中,期望即使发生通知延迟,也能够可靠地切碎切屑。
11.用于解决课题的手段
12.本公开的一方式是一种机床的控制装置,控制使主轴和进给轴协调动作来通过切
削工具对工件进行切削加工的机床,所述机床的控制装置具备:摆动指令计算部,其根据所述主轴的旋转速度和所述切削工具相对于所述工件的相对位置的位置指令,计算使所述切削工具和所述工件相对摆动的摆动指令;校正量计算部,其计算相当于所述主轴的旋转速度向所述摆动指令计算部的通知延迟的校正量;以及校正量叠加部,其将所述校正量叠加于所述摆动指令。
13.发明效果
14.根据一方式,能够提供一种在进行摆动切削时,即使产生通知延迟,也能够可靠地切碎切屑的机床的控制装置。
附图说明
15.图1是说明通过本公开的一方式的机床对工件进行摆动切削的情形的说明图。
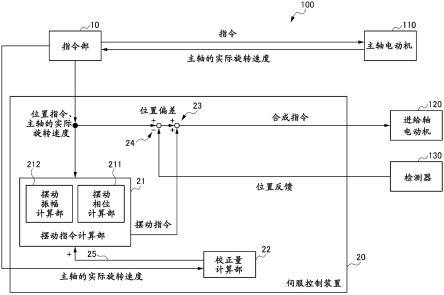
16.图2是表示本公开的一方式的机床的控制装置的结构的框图。
17.图3是表示通知延迟未被校正的状态下的摆动切削时的工件表面的切削工具的轨迹的图表。
18.图4是表示校正了通知延迟的状态下的摆动切削时的工件表面的切削工具的轨迹的图表。
具体实施方式
19.以下,参照附图对本公开的一方式进行说明。图1是说明通过本公开的一方式的机床对工件进行摆动切削的情形的说明图。图2是表示本公开的一方式的机床的控制装置的结构的框图。
20.如图1所示,机床100是使用切削工具t对作为加工对象的工件w进行切削加工的nc车床。机床100具有使工件w相对于切削工具t相对旋转的主轴101、使切削工具t相对于工件w在与主轴101的旋转轴平行的z轴方向上相对移动的进给轴102、以及使切削工具t相对于工件w在主轴101的径向即x轴方向上相对移动的切入轴103这至少3个控制轴。在机床100中,这3个控制轴101、102、103相互协调动作,由此执行对工件w的切削加工。
21.另外,在本公开的一方式中,主轴101构成为使工件w相对于切削工具t绕主轴101的旋转轴旋转,进给轴102构成为使切削工具t相对于工件w沿着进给轴102的轴向移动。进给轴102能够进行使切削工具t在沿着主轴101的旋转轴方向的z轴方向上进给移动的动作和使切削工具t沿着z轴方向往复移动、即摆动的动作这两者。切入轴103构成为使切削工具t相对于工件w在主轴101的径向即x轴方向上移动。
22.图1所示的工件w是外径在z轴方向上不同的工件。即,工件w具有随着图中的从左向右而外径逐渐变小的锥状的外形形状。在对这样的工件w进行摆动切削的情况下,切削工具t一边相对于工件w的外周面在z轴方向和x轴方向中的任一方向上进行往复一边被进给。此时,进给轴102和切入轴103进行协调动作。以下,对切削工具t一边相对于工件w的外周面在z轴方向上进行往复一边被进给而进行摆动切削的情况进行说明。
23.机床100具有驱动这些控制轴101、102、103的驱动电动机。在图2中,仅示出了其中的作为驱动主轴101的驱动电动机的主轴电动机110以及作为驱动进给轴102的驱动电动机的进给轴电动机120。并且,如图2所示,机床100具备:指令部10,其对主轴电动机110输出使
主轴101旋转驱动的指令;以及伺服控制装置20,其控制进给轴电动机120的驱动。
24.指令部10例如由cnc(computer numerical control:计算机数值控制)或主轴101的控制装置构成。指令部10与主轴电动机110及伺服控制装置20分别可通信地连接,对主轴电动机110输出包含主轴101的旋转速度的指令。另外,还对伺服控制装置20输出从主轴电动机110取得的主轴101的实际旋转速度。
25.指令部10也可以考虑工具寿命等来控制主轴101的旋转速度,以使切削加工时的工件w相对于切削工具t的圆周速度固定。即,在对图1所示的锥状的工件w进行切削加工的情况下,指令部10对主轴电动机110输出使主轴101的旋转速度变化的指令,以使切削加工时的工件w相对于切削工具t的圆周速度固定。因此,指令部10具有如下功能:根据主轴101(主轴电动机110)的速度指令和切削工具t沿着进给轴102和切入轴103的进给速度,生成进给轴102和切入轴103的位置指令(进给轴102和切入轴103的每周旋转进给量)。该位置指令是指示将切削工具t向沿着工件w的外周面的母线的方向(加工方向)进给时的目标位置的指令。
26.伺服控制装置20控制进给轴电动机120的驱动,由此控制沿着进给轴102的轴向的切削工具t相对于工件w的相对进给移动。伺服控制装置20具有摆动指令计算部21、校正量计算部22、加法器23以及减法器24。该伺服控制装置20能够使用具备经由总线相互连接的rom(read only memory:只读存储器)、ram(random access memory:随机存取存储器)等存储器、cpu(control processing unit:控制处理单元)以及通信控制部的计算机来构成。因此,伺服控制装置20的各部的功能或动作能够通过搭载于上述计算机的cpu、存储器、以及存储于该存储器的控制程序进行协作来实现。
27.摆动指令计算部21根据从指令部10向伺服控制装置20发送的位置指令以及主轴101的实际旋转速度,计算出使切削工具t和工件w沿着进给轴102的轴向相对摆动的摆动指令,以使切削工具t一边与工件w接触以及分离(空摆)一边进行切削。
28.摆动指令是对主轴101的实际旋转速度乘以倍率而生成的周期性的指令,例如如下式(1)那样表示。
29.[数学式1]
[0030][0031]
在上述式(1)中,k是摆动振幅倍率,f是工件w的每旋转一圈的切削工具t的移动量,即每周旋转进给量[mm/rev],s是主轴101(工件w)的绕旋转轴的旋转速度[min-1
],i是摆动频率倍率,t是开始摆动起的时间[s]。另外,(k
×
f)/2是摆动振幅[mm],2π
×
s/60
×i×
t是摆动相位[rad]。摆动振幅倍率k和摆动频率倍率i是常数。摆动振幅倍率k为1以上的数,摆动频率倍率i为大于零的非整数(例如,0.5、0.8、1.2、1.5、1.9、2.3、2.5
…
等正的非整数)。在机床100运转前,将摆动振幅倍率k以及摆动频率倍率i的值存储于未图示的存储部中。
[0032]
如上述式(1)所示,摆动指令包含摆动相位和摆动振幅。因此,摆动指令计算部21具有用于计算摆动相位的摆动相位计算部211和用于计算摆动振幅的摆动振幅计算部212。摆动指令计算部21根据从指令部10发送的位置指令和主轴101的实际旋转速度,计算摆动相位和摆动振幅,计算出上述式(1)所例示的摆动指令。
[0033]
在加法器23中,将由摆动指令计算部21计算出的摆动指令与从指令部10发送来的位置指令叠加(相加)。由此,在加法器23中计算出合成指令。加法器23计算出的合成指令是用于使切削工具t相对于工件w沿着进给轴102的轴向摆动的指令,从伺服控制装置20向进给轴电动机120发送。根据该合成指令而驱动控制进给轴电动机120,使摆动切削时的切削工具t在进给轴102的轴向上相对地进行往复动作。由此,切削工具t相对于工件w进行摆动动作。
[0034]
如图2所示,机床100具有对由进给轴电动机120驱动的进给轴102的位置(切削工具t的位置)进行检测的脉冲编码器等检测器130。伺服控制装置20在减法器24中求出位置偏差,该位置偏差是从指令部10发送的位置指令与从检测器130发送的进给轴102(切削工具t)的位置反馈(实际位置)的差分。减法器24求出在加法器23中叠加摆动指令之前的位置指令与从检测器130发送的位置反馈之间的位置偏差。因此,在加法器23中,将由摆动指令计算部21计算出的摆动指令叠加于求出位置偏差后的位置指令。
[0035]
校正量计算部22根据从指令部10发送到伺服控制装置20的主轴101的实际旋转速度,计算出相当于通知延迟的摆动相位作为校正量,并将该校正量与摆动指令中的摆动相位叠加。由此,例如生成下式(2)所示那样的摆动指令。
[0036]
[数学式2]
[0037][0038]
关于摆动相位,在通过从摆动开始起的时间t来表现的情况下,通过上述式(2)中的(2π
×s×
i/60)t来计算,但在通过从摆动开始起每计算周期δt的摆动相位相加来表现的情况下,也可以通过摆动相位(δt秒前)+(2π
×s×
i/60)δt来计算。
[0039]
校正量计算部22能够根据主轴101的实际旋转速度、通知延迟时间、参数值中的至少任意一个来计算出校正量。参数值可以不是校正值本身,也可以是通知延迟、通知周期等。另外,校正量也可以是固定值。例如,在根据通知延迟来计算校正量的情况下,校正量能够如下式(3)那样表示。
[0040]
[数学式3]
[0041][0042]
通知延迟的单位是时间维度(12msec等)。该通知延迟根据主轴101的实际旋转速度、通知单元、通知方法而变化。
[0043]
由校正量计算部22计算出的校正量经由连接线25与由摆动指令计算部21计算出的摆动指令中的上述摆动相位叠加。连接线25构成校正量叠加部。
[0044]
作为在摆动指令中的摆动相位上叠加校正量的具体方法,有叠加校正时的该时刻的校正量的情况和叠加与上次校正时的差分的情况。
[0045]
在叠加校正时的该时刻的校正量的情况下,例如,校正后的摆动相位如下式(4)那样表示。tc是通信延迟。
[0046]
[数学式4]
[0047]
[0048]
另外,在叠加与上次校正时的差分的情况下,校正后的摆动相位例如能够如下式(5)那样表示。
[0049]
[数学式5]
[0050][0051]
将由校正量计算部22计算出的校正量叠加于摆动指令的情况下,在加法器23中生成对从指令部10发送的位置指令叠加了例如式(2)所示那样的校正量之后的摆动指令作为合成指令。因此,在该情况下,伺服控制装置20将叠加了校正量后的摆动指令和位置指令的合成指令输出到进给轴电动机120来控制进给轴102,控制切削工具t相对于工件w的相对摆动动作。
[0052]
在此,图3示出了通知延迟未被校正的状态下的摆动切削时的工件表面的切削工具t的轨迹。纵轴是表示沿着进给轴102的切削工具t的位置的进给方向位置,横轴是基于主轴101的旋转的工件w的周向位置。在锥状的工件w的情况下,主轴101的旋转速度由伺服控制装置20控制,以使工件w相对于切削工具t的圆周速度固定,因此在通知延迟未被校正的状态下,即使使切削工具t相对于工件w相对地摆动,第n次、第n+1次、第n+2次
…
的各摆动相位有时也相互在工件w的周向上偏移而不交叉。这是因为,由通知延迟引起的摆动相位的偏差逐渐蓄积。因此,切削工具t不会定期地从工件w离开(空摆),而继续切削工件w的表面。因此,切屑完全或几乎不会被切碎。
[0053]
另一方面,图4示出了通知延迟被校正后的状态下的摆动切削时的工件表面的切削工具t的轨迹。如图4所示,在校正了通知延迟的状态下,通过使切削工具t相对于工件w相对地摆动,第n次、第n+1次、第n+2次
…
的各摆动相位能够相互交叉。即,第n次的摆动相位和第n+1次的摆动相位每隔约240
°
在部位a1、a1交叉,第n+1次的摆动相位和第n+2次的摆动相位也每隔约240
°
在部位a2、a2交叉。因此,切削工具t定期地从工件w离开(空摆),每次切屑被切碎。
[0054]
即,根据本公开的一方式,提供一种机床100的控制装置(伺服控制装置20),该控制装置具备:摆动指令计算部21,其根据主轴101的旋转速度以及切削工具t相对于工件w的相对位置的位置指令,计算使切削工具t相对于工件w相对摆动的摆动指令;校正量计算部22,其计算与主轴101的旋转速度向摆动指令计算部21的通知延迟相当的校正量;以及校正量叠加部(连接线25),其将校正量叠加于摆动指令。由此,在通过切削工具t对工件w进行摆动切削时,即使产生通知延迟,也能够根据校正该通知延迟后的摆动指令使切削工具t相对于工件w相对地摆动。因此,摆动相位能够定期地交叉,其结果是,切屑能够可靠地被切碎。
[0055]
另外,摆动指令计算部21根据基于主轴101的旋转速度计算出的摆动相位和基于位置指令计算出的摆动振幅来计算摆动指令。校正量计算部22计算出与主轴101的旋转速度的通知延迟时间相当的摆动相位变化量作为校正量,并将该校正量叠加于摆动指令中的
摆动相位。由此,能够通过校正量消除摆动相位的偏移,能够通过摆动切削更可靠地切碎切屑。
[0056]
另外,校正量计算部22根据主轴101的旋转速度、通知延迟时间、参数值中的至少任意一个来计算出校正量,因此能够容易地计算出能够切碎切屑的校正量。
[0057]
在本公开的一方式中,切削工具t构成为相对于工件w沿着进给轴102的轴向移动。但是,也可以构成为工件w相对于切削工具t在沿着进给轴102的轴向的z轴方向上移动。另外,主轴101也可以构成为使切削工具t相对于工件w在工件w的周向上旋转移动。并且,在对工件w进行端面加工的情况下,进给轴102也可以构成为使切削工具t相对于工件w沿主轴101的径向相对移动。
[0058]
以上说明的工件w的外形形状是一例,并不限定于锥状。工件w可以具有圆弧形状或圆柱形状等其他各种外形形状。本公开的机床的控制装置能够优选应用于在通过切削工具t对工件w进行摆动切削时,进行伴随通知延迟成为问题的主轴101(工件w)的旋转速度变化的加工的情况。
[0059]
符号说明
[0060]
20伺服控制装置、
[0061]
21摆动指令计算部、
[0062]
22校正量计算部、
[0063]
25连接线(校正量叠加部)、
[0064]
100机床、
[0065]
101主轴、
[0066]
102进给轴、
[0067]
t切削工具、
[0068]
w工件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1