电池以及电池包的制作方法
1.本发明涉及电池领域,尤其是涉及一种电池以及具有该电池的电池包。
背景技术:
2.相关技术中,极芯的多个极耳汇合后焊接在一起,焊点位置影响极耳自由区的长度,极芯未合芯前或极芯展开后与盖板平行时,如果极芯至焊点的中点位置间的间隔距离设计过小,极耳折弯后易被拉扯,导致极耳撕裂,极耳撕裂会导致部分极片无法进行电引出,造成电芯容量损失。
3.如果极芯至焊点的中点位置间的间隔距离设计过大,会使极耳可活动长度增加,需要更大的折弯空间容纳极耳,设计更大的折弯空间会造成电芯容量损失,若不增大折弯空间,则极耳会被挤压,容易造成正负极接触,电池具有安全风险。
技术实现要素:
4.本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明的一个目的在于提出了一种电池,该电池可以避免极耳折弯后被拉扯,可以避免造成电芯容量损失,还可以防止极耳被挤压,从而可以提升电池的使用安全性。
5.本发明进一步地提出了一种电池包。
6.根据本发明的电池包括:电芯,所述电芯具有至少一个极芯,每个所述极芯具有多个极耳,多个所述极耳汇合后与所述电池的盖板焊接并形成焊点,所述极芯未合芯前或所述极芯展开后与所述盖板平行时,所述极芯至所述焊点间的间隔距离根据所述极芯的厚度、所述极耳的极耳折弯角、所述焊点处的极耳保护片的宽度确定。
7.根据本发明的电池,能够使极芯至焊点间的间隔距离更加适宜,能够避免极耳折弯后被拉扯,可以防止撕裂,从而可以避免电芯容量损失,并且,也能够使极耳可活动长度适宜,可以使折弯空间适宜,从而可以避免造成电芯容量损失,也可以防止极耳被挤压,从而可以提升电池的使用安全性。
8.在本发明的一些示例中,所述极芯至所述焊点间的间隔距离为l1,所述极芯的厚度为d,所述极耳保护片的宽度为d1,所述极耳的极耳折弯角为a,满足关系式:l1=d/2*tana+d1/2。
9.在本发明的一些示例中,45
°
≤a≤135
°
。
10.在本发明的一些示例中,所述极芯未合芯前或所述极芯展开后与所述盖板平行时,所述极芯和所述焊点之间形成极耳自由区,所述极耳自由区的长度根据所述极芯的极耳引出方式确定。
11.在本发明的一些示例中,所述极芯构造为卷绕型极芯,所述极芯通过半极耳引出方式引出所述极耳时,所述极芯的厚度为d,在所述极耳的延伸方向所述极耳露出所述极芯的长度为l2,所述极耳自由区的长度为l3,满足关系式:0.25d<l3<l2。
12.在本发明的一些示例中,所述极芯通过全极耳引出方式引出所述极耳时,所述极
芯的厚度为d,在所述极耳的延伸方向所述极耳露出所述极芯的长度为l2,所述极耳自由区的长度为l3,满足关系式:0.5d<l3<l2。
13.在本发明的一些示例中,多个所述极耳汇合并形成极耳汇合引出位置,在所述极芯厚度方向,所述极耳汇合引出位置包括零位引出位置、中位引出位置和偏置引出位置;所述极耳汇合引出位置位于所述零位引出位置或所述偏置引出位置。
14.在本发明的一些示例中,多个所述极耳汇合并形成极耳汇合引出位置,在所述极芯厚度方向,所述极耳汇合引出位置包括零位引出位置、中位引出位置和偏置引出位置;所述极耳汇合引出位置位于所述中位引出位置。
15.在本发明的一些示例中,所述极耳保护片的宽度为8-12mm。
16.在本发明的一些示例中,所述焊点设于所述极耳的焊点区域,所述焊点区域包括超声焊区域和激光焊区域,所述激光焊区域位于所述超声焊区域内。
17.在本发明的一些示例中,在所述极耳的延伸方向所述超声焊区域的宽度为4-8mm。
18.根据本发明的电池包,包括上述的电池。
19.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
20.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
21.图1是根据本发明实施例的电池的截面图;
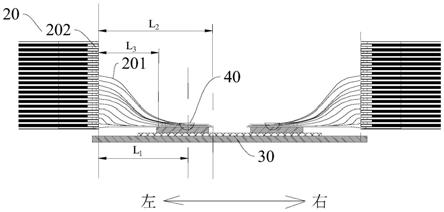
22.图2是根据本发明实施例的电池的极芯展开后与盖板平行时的示意图;
23.图3是根据本发明实施例的电池的极芯位于零位引出位置的示意图;
24.图4是根据本发明实施例的电池的极芯位于偏置引出位置的示意图;
25.图5是根据本发明实施例的电池的极芯位于中位引出位置的示意图。
26.附图标记:
27.电池100;
28.电芯10;
29.极芯20;极耳201;隔膜202;
30.盖板30;
31.焊点40;
32.零位引出位置50;中位引出位置60;偏置引出位置70;极芯中心轴线80。
具体实施方式
33.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
34.下面参考图1-图5描述根据本发明实施例的电池100。
35.如图1-图5所示,根据本发明实施例的电池100包括:电芯10,电芯10具有至少一个极芯20,每个极芯20具有多个极耳201,多个极耳201汇合后与电池100的盖板30焊接并形成
焊点40,极芯20未合芯前或者极芯20展开后与盖板30平行时,也可以理解为,极芯20未合芯前与盖板30平行时,或者极芯20展开后与盖板30平行时,极芯20至焊点40间的间隔距离根据极芯20的厚度、极耳201的极耳折弯角、在极耳201的延伸方向焊点40处的极耳保护片的宽度确定。
36.其中,焊点40处设有极耳保护片,每个极芯20具有多个隔膜202,隔膜202的与焊点40相对的端部至焊点40间的间隔距离根据极芯20的厚度、极耳201的极耳折弯角、在极耳201的延伸方向极耳保护片的宽度确定,需要说明的是,极芯20的厚度方向是指图3-图5中极芯20的厚度方向,极耳201的延伸方向是指图3-图5中的左右方向。
37.通过使极芯20至焊点40间的间隔距离根据极芯20的厚度、极耳201的极耳折弯角、在极耳201的延伸方向焊点40处的极耳保护片的宽度确定,能够使极芯20至焊点40间的间隔距离更加适宜,能够避免极耳201折弯后被拉扯,可以防止极耳201撕裂,从而可以避免部分极片无法进行电引出,进而可以避免电芯10容量损失。并且,也能够使极耳201可活动长度适宜,可以使容纳极耳201的折弯空间适宜,从而可以避免造成电芯10容量损失,也可以防止极耳201被挤压,从而可以防止电芯10的正负极接触,防止造成电芯10短路,进而可以提升电池100的使用安全性。
38.在本发明的一些实施例中,极芯20至焊点40间的间隔距离为l1,极芯20的厚度为d,极耳保护片的宽度为d1,极耳201的极耳折弯角为a,满足关系式:l1=d/2*tana+d1/2,其中,极耳201折弯角a满足关系式:45
°
≤a≤135
°
,极芯20的隔膜202的与焊点40相对的端部至焊点40间的间隔距离为l1,如此设置能够进一步避免极耳201折弯后被拉扯,可以进一步防止极耳201撕裂,从而可以进一步避免部分极片无法进行电引出,进而可以进一步避免电芯10容量损失。并且,也能够使极耳201可活动长度更加适宜,可以使容纳极耳201的折弯空间更加适宜,从而可以进一步避免造成电芯10容量损失,也可以进一步防止极耳201被挤压,从而可以进一步防止电芯10的正负极接触,更好地防止造成电芯10短路,进而可以进一步提升电池100的使用安全性。
39.在本发明的一些实施例中,极耳保护片的宽度可以设置为8-12mm,这样设置能够使极耳保护片的宽度适宜,可以更好地对极耳201进行保护,也能够进一步避免极耳201折弯后被拉扯,可以进一步防止极耳201撕裂,从而可以进一步避免部分极片无法进行电引出,进而可以进一步避免电芯10容量损失。并且,还能够使极耳201可活动长度更加适宜,可以使容纳极耳201的折弯空间更加适宜,从而可以进一步避免造成电芯10容量损失,也可以进一步防止极耳201被挤压,从而可以进一步防止电芯10的正负极接触,更好地防止造成电芯10短路,进而可以进一步提升电池100的使用安全性。
40.在本发明的一些实施例中,极芯20未合芯前或者极芯20展开后与盖板30平行时,也可以理解为,极芯20未合芯前与盖板30平行时,或者极芯20展开后与盖板30平行时,如图2所示,在极耳201的延伸方向,极芯20和焊点40之间形成极耳自由区,具体地,多个极耳201汇合后,隔膜202的与焊点40相对的端部和焊点40之间形成极耳自由区,极耳自由区的长度根据极芯20的极耳201引出方式确定,这样设置能够使极耳自由区的长度更加适宜,可以进一步避免极耳201折弯后被拉扯,可以进一步避免部分极片无法进行电引出,从而可以进一步避免电芯10容量损失。并且,也能够使极耳201可活动长度更加适宜,可以使容纳极耳201的折弯空间更加适宜,从而可以进一步避免造成电芯10容量损失,也可以进一步防止极耳
201被挤压,从而可以进一步防止电芯10的正负极接触,更好地防止造成电芯10短路,进而可以进一步提升电池100的使用安全性。同时,也能够保证极耳201折弯角更加适宜。
41.根据本发明的一个具体实施例,如图3和图4所示,极芯20构造为卷绕型极芯20,极芯20通过半极耳引出方式引出极耳201时,需要说明的是,半极耳引出方式是指极芯20卷绕后,极芯20卷绕的每圈只有一片极耳201引出,称为半极耳引出方式,半极耳引出方式只适用于卷绕类极芯20,极芯20的厚度为d,在极耳201的延伸方向极耳201露出极芯20的长度为l2,也可以理解为,在极耳201的延伸方向极耳201露出隔膜202的长度为l2,极耳自由区的长度为l3,满足关系式:0.25d<l3<l2,多个极耳201焊接在一起后,如此设置能够使极耳自由区的长度尺寸适宜,可以防止极耳201撕裂,也可以防止挤压极耳201,还可以降低电芯10发生短路的风险。
42.在本发明的一些实施例中,多个极耳201汇合并形成极耳汇合引出位置,在极芯20厚度方向,极耳汇合引出位置可以包括零位引出位置50、中位引出位置60和偏置引出位置70。如图3所示,极耳汇合引出位置可以位于零位引出位置50,如图4所示,极耳汇合引出位置可以位于偏置引出位置70。其中,中位引出位置60与极芯中心轴线80重合,在极芯20的厚度方向,零位引出位置50位于极芯20的最外层所在的轴线上,偏置引出位置70位于零位引出位置50和中位引出位置60之间,电芯10的厚度越大则极耳201汇合引出位置越靠近中位引出位置60,电芯10的厚度越小则极耳201汇合引出位置越靠近零位引出位置50,这样设置能够使极耳201的极耳折弯角适宜,可以保证极耳201不会挤压隔膜202,降低隔膜202破损的风险,从而可以降低电芯10内部发生短路的风险,进而可以提升电池100的使用安全性。
43.根据本发明的另一个具体实施例,如图5所示,极芯20通过全极耳引出方式引出极耳201时,需要说明的是,全极耳引出方式是指,当极芯20为叠片式极芯时,极芯20的每个极片上均有极耳201引出,这种引出方式为全极耳引出方式;或当极芯20为卷绕型极芯时,以极芯20直径为对称中心,极芯20每圈极片上对称设有两个极耳201,这种极耳201的设置方式也为全极耳引出方式。叠片类极芯20必需全极耳引出,卷绕类极芯20可选择全极耳引出,也可不选择全极耳引出。极芯20的厚度为d,在极耳201的延伸方向极耳201露出极芯20的长度为l2,也就是说,在极耳201的延伸方向极耳201露出隔膜202的长度为l2,极耳自由区的长度为l3,满足关系式:0.5d<l3<l2,这样设置能够使极耳自由区的长度尺寸适宜,可以防止极耳201撕裂,也可以防止挤压极耳201,还可以降低电芯10发生短路的风险。
44.进一步地,多个极耳201汇合并形成极耳汇合引出位置,在极芯20厚度方向,极耳汇合引出位置包括零位引出位置50、中位引出位置60和偏置引出位置70。如图5所示,极耳汇合引出位置可以位于中位引出位置60,这样设置能够使极耳201的极耳折弯角适宜,可以保证极耳201不会挤压隔膜202,降低隔膜202破损的风险,从而可以降低电芯10内部发生短路的风险,进而可以提升电池100的使用安全性。
45.在本发明的一些实施例中,焊点40可以设置于极耳201的焊点区域,焊点区域可以包括超声焊区域和激光焊区域,激光焊区域位于超声焊区域内,也就是说,激光焊区域与超声焊区域重合。其中,多个极耳201首先在超声焊区域通过超声焊焊接在一起,使多个极耳201汇合,然后把汇合后的极耳201在激光焊区域通过激光焊焊接在盖板30上。如此设置能够将多个极耳201可靠地焊接在盖板30上,可以防止多个极耳201与盖板30分离,从而可以保证电池100的工作可靠性。
46.进一步地,在极耳201的延伸方向,超声焊区域的宽度可以设置为4-8mm,优选地,超声焊区域的宽度设置为6mm,这样设置能够使超声焊区域的宽度尺寸适宜,可以将多个极耳201可靠地焊接在一起,也可以保证焊接质量。需要说明的是,极芯20至焊点的间隔距离是指极芯20至激光焊焊点的中心点的间隔距离。
47.根据本发明实施例的电池100包,包括上述实施例的电池100,电池100设置在电池100包内,能够使极芯20至焊点40间的间隔距离更加适宜,避免极耳201折弯后被拉扯,可以防止撕裂,从而可以避免电芯10容量损失,并且,也能够使极耳201可活动长度适宜,可以使折弯空间适宜,从而可以避免造成电芯10容量损失,也可以防止极耳201被挤压,从而可以提升电池100的使用安全性。
48.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
49.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1