二次锂电池顶盖的电极咬花结构的制作方法
1.本发明涉及二次锂电池顶盖技术领域,尤其涉及二次锂电池顶盖的电极咬花结构。
背景技术:
2.二次锂电池的开发利用关系到新能源技术不断发展,电力作为现阶段的清洁能源,对电力的开发利用是长远的战略目标。在二次锂电池装配封装的过程中,传统的封装盖板组件以及对应的装配方法存在一定的不足,盖板组件封装只借助密封圈进行密封,对二次锂电池内部液体的密封性差,为解决这些问题,我们提出了二次锂电池顶盖的电极咬花结构。
技术实现要素:
3.本发明提出的二次锂电池顶盖的电极咬花结构,解决了现有的盖板组件封装需要借助于密封圈进行密封,增加了生产成本投入,不能够直接注塑密封的问题。
4.为了实现上述目的,本发明采用了如下技术方案:
5.二次锂电池顶盖的电极咬花结构,包括顶盖板和绝缘支架,所述顶盖板的两端开设有结构相同的第一电极端子过孔和第二电极端子过孔,所述第一电极端子过孔的第一凹沉部和第二电极端子过孔的第二凹沉部分别安装有第一电极端子和第二电极端子,所述第一电极端子上设有第二咬花凹槽,且所述第二咬花凹槽之间设置有第二注塑过孔,所述第二电极端子上设有第三咬花凹槽,且所述第三咬花凹槽之间设置有第三注塑过孔,通过第二注塑过孔和第三注塑过孔注塑成型第一固定件和第二固定件。
6.优选的,所述第一电极端子过孔的外缘设置有第一凹沉部,所述第一凹沉部的表面开设有均匀分布的第一咬花凹槽,且所述第一咬花凹槽内部间隔开设有第一注塑过孔。
7.优选的,所述第二电极端子过孔的外缘设置有第二凹沉部,所述第二凹沉部的表面开设有均匀分布的第四咬花凹槽,且所述第四咬花凹槽内部间隔开设有第四注塑过孔。
8.优选的,所述绝缘支架通过表面的第二定位柱与顶盖板底部装配。
9.优选的,所述第一电极端子和第二电极端子底部安装有密封圈,且所述密封圈的两侧设置有呈对称分布的第一定位柱,所述密封圈的内部贯穿设置有均匀分布的注塑过孔。
10.优选的,所述绝缘支架上开设有与第三电极端子过孔和第四电极端子过孔,第三电极端子过孔和第四电极端子过孔的外缘均设置有异型凹槽。
11.优选的,所述顶盖板上开设有防爆阀透气孔,且所述防爆阀透气孔一侧的所述顶盖板上开设有注液孔。
12.优选的,所述第一咬花凹槽、第二咬花凹槽、第三咬花凹槽、第四咬花凹槽均为倒锥形的盲孔结构,咬花凹槽形状不限制圆形、方形、椭圆形、三角形、异形。
13.优选的,所述第一咬花凹槽、第二咬花凹槽和第三咬花凹槽、第四咬花凹槽加工装
配方法的具体步骤如下:
14.s1:将需要开设咬花凹槽的顶盖板、第一电极端子、第二电极端子在其两侧冲压成型均匀分布的直孔,同时在咬花凹槽之间间隔冲压贯穿的注塑过孔;
15.s2:将成型直孔后的顶盖板、第一电极端子、第二电极端子部件再进行平面冲压,使得直孔的表面孔口因再次冲压而收缩,形成倒锥形沉孔;
16.s3:将冲好孔的顶盖板、第一电极端子、第二电极端子用于二次锂电池顶盖组件的装配注塑成型;
17.s4:取绝缘支架装配支顶盖板的底面上;
18.s5:取密封圈安装在第一电极端子和第二电极端子面上.将密封圈与电极端子安装为一体的再安装至顶盖板第一凹沉部和第二凹沉部面上;
19.s6:将顶盖板装配好组件一体,放入模具进行注塑成形包胶;
20.s7:将绝缘支架安装好的顶盖板放入模具内进行注塑,成型形成第一固定件第二固定件。
21.与现有技术相比,本发明的有益效果为:
22.设置有咬花凹槽,此咬花凹槽设置为盲孔底部直径大于头部直径,有利于胶体包裹凹槽后增加固定件与电极端子之间拉力;
23.围绕环形设置紧密倒扣咬花凹槽,使固定件与电极端子表面接合密封性更好,可以取代密封圈零部件,降低生产成本;
24.设置有第一定位柱,此定位柱使电极端子装配至密封圈上,精准定位,防止注塑过孔与密封圈注塑过孔产生偏位;
25.底部同样设置有凸出第二定位柱,同样使装配好的电极端子及密封圈一并再装配至顶盖板上,精准定位防止电极端子注塑过孔及密封圈注塑过孔与顶盖板注塑过孔产生偏位。
附图说明
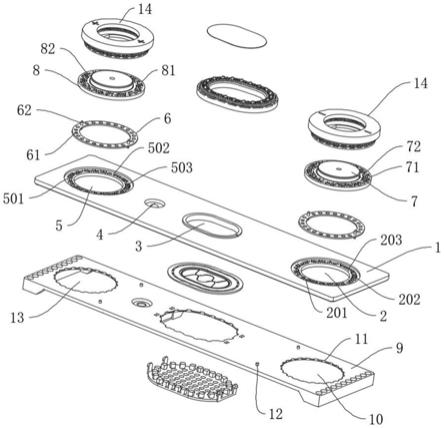
26.图1为本发明实施例1装配密封圈的爆炸结构示意图。
27.图2为本发明实施例1的第一电极端子装配密封圈剖视图。
28.图3为本发明第一电极端子结构示意图。
29.图4为本发明第一电极端子的底部结构示意图。
30.图5为本发明实施例2未装配密封圈的爆炸结构示意图。
31.图6为本发明实施例2的第一电极端子未装配密封圈注塑前剖视图。
32.图7为本发明实施例2的第一电极端子未装配密封圈注塑后剖视图。
33.图8为本发明的第二电极端子结构示意图。
34.图9为本发明的第一电极端子过孔放大结构示意图。
35.图10为本发明的第二电极端子过孔放大结构示意图。
36.图中标号:1、顶盖板;2、第一电极端子过孔;201、第一凹沉部;202、第一咬花凹槽;203、第一注塑过孔;3、防爆阀透气孔;4、注液孔;5、第二电极端子过孔;501、第二凹沉部;502、第四咬花凹槽;503、第四注塑过孔;6、密封圈;61、注塑过孔;62、第一定位柱;7、第一电极端子;71、第二咬花凹槽;72、第二注塑过孔;8、第二电极端子;81、第三咬花凹槽;82、第三
注塑过孔;9、绝缘支架;10、第三电极端子过孔;11、异型凹槽;12、第二定位柱;13、第四电极端子过孔;14、第一固定件;15、第二固定件。
具体实施方式
37.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
38.参照图1
‑
图10,本发明提供如下技术方案:
39.实施例1
40.二次锂电池顶盖的电极咬花结构,包括顶盖板1和绝缘支架9,所述顶盖板1的两端开设有结构相同的第一电极端子过孔2和第二电极端子过孔5,所述第一电极端子过孔2的外缘设置有第一凹沉部201,所述第一第一凹沉部201的表面开设有第一注塑过孔203,且所述第一电极端子过孔5的外缘设置有第二凹沉部501,所述第二凹沉部501的表面开设有第四注塑过孔503,所述第一电极端子过孔2和第二电极端子过孔5的第一第一凹沉部201和第二凹沉部501分别安装有第一电极端子7和第二电极端子8,所述第一电极端子7和第二电极端子8底部安装有密封圈6,且所述密封圈6的两侧设置有呈对称分布的第一定位柱62,所述密封圈6的内部贯穿设置有均匀分布的注塑过孔61,所述第一电极端子7的端子板未接触密封圈的一侧表面开设有第二咬花凹槽71,且所述第二咬花凹槽71之间间隔分布有第二注塑过孔72,所述第二电极端子8的外缘端子板未接触密封圈的一侧表面开设有第三咬花凹槽81,且所述第三咬花凹槽81之间间隔分布有第三注塑过孔82,所述第一电极端子过孔2第一凹沉部201未接触密封圈的反面开设有第一咬花凹槽(202).所述第二电极端子过孔5第二凹沉部501未接触密封圈的反面开设有第四咬花凹槽(502),所述绝缘支架9通过表面的第二定位柱12与顶盖板1底部装配,通过第二注塑过孔72和第三注塑过孔82注塑成型第一固定件14和第二固定件15。
41.实施例2
42.本实施例与实施例1不同之处在于:不设有密封圈;
43.二次锂电池顶盖的电极咬花结构,包括顶盖板1和绝缘支架9,所述顶盖板1的两端开设有结构相同的第一电极端子过孔2和第二电极端子过孔5,且所述第一电极端子过孔2的外缘设置有第一凹沉部201,所述第一凹沉部201的两侧表面开设有均匀分布的第一咬花凹槽202,且所述第一咬花凹槽202内部间隔开设有第一注塑过孔203,所述第二凹沉部501的两侧表面开设有均匀分布的第四咬花凹槽502,且所述第四咬花凹槽502内部间隔开设有第四注塑过孔503,所述第一电极端子过孔2和第二电极端子过孔5的第一凹沉部201分别安装有第一电极端子7和第二电极端子8,所述第一电极端子7的外缘电子板两侧表面均开设有第二咬花凹槽71,且所述第二咬花凹槽71之间间隔分布有第二注塑过孔72,所述第二电极端子8的外缘电子板两侧表面均开设有第三咬花凹槽81,且所述第三咬花凹槽81之间间隔分布有第三注塑过孔82,所述绝缘支架9通过表面的第二定位柱12与顶盖板1底部装配,通过第二注塑过孔72和第三注塑过孔82注塑成型第一固定件14和第二固定件15。
44.在具体实施例中,所述绝缘支架9上开设有与第三电极端子过孔10和第四电极端子过孔13,第三电极端子过孔10和第四电极端子过孔13的外缘均设置有异型凹槽11,所述顶盖板1上开设有防爆阀透气孔3,且所述防爆阀透气孔3一侧的所述顶盖板1上开设有注液
孔4,防爆阀透气孔3内部安装有防爆阀,所述第一咬花凹槽202、第二咬花凹槽71、第三咬花凹槽81、第四咬花凹槽502均为倒锥形的盲孔结构,咬花凹槽形状不限制圆形、方形、椭圆形、三角形、异形。
45.所述第一咬花凹槽202、第二咬花凹槽71、第三咬花凹槽81和第四咬花凹槽502加工装配方法的具体步骤如下:
46.s1:将需要开设咬花凹槽的顶盖板1、第一电极端子7、第二电极端子8在其两侧冲压成型均匀分布的直孔,同时在咬花凹槽之间间隔冲压贯穿的注塑过孔;
47.s2:将成型直孔后的顶盖板1、第一电极端子7、第二电极端子8部件再进行平面冲压,使得直孔的表面孔口因再次冲压而收缩,形成倒锥形沉孔;
48.s3:将冲好孔的顶盖板1、第一电极端子7、第二电极端子8用于二次锂电池顶盖组件的装配注塑成型;
49.s4:取绝缘支架9装配支顶盖板1的底面上;
50.s5:取密封圈6安装在第一电极端子7和第二电极端子8面上.将密封圈6与电极端子安装为一体的再安装至顶盖板1第一凹沉部201和第二凹沉部501面上;
51.s6:将顶盖板1装配好组件一体,放入模具进行注塑成形包胶;
52.s7:将绝缘支架9安装好的顶盖板1放入模具内进行注塑,成型形成第一固定件14第二固定件15。
53.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1