燃料电池单电池单元的制造方法以及制造装置与流程
1.本发明涉及燃料电池单电池单元的制造方法以及制造装置。
背景技术:
2.例如,固体高分子型燃料电池具备电解质膜-电极结构体(mea)。电解质膜-电极结构体具备由高分子离子交换膜形成的电解质膜。在电解质膜的一面配设阳极电极。在电解质膜的另一面配设阴极电极。电解质膜-电极结构体被隔板夹着来构成发电单电池(电池单体)。燃料电池例如作为车载用的燃料电池堆来使用。通常将数十至数百个发电单电池层叠来构成燃料电池堆。
3.燃料电池堆有时具有所谓的内部歧管。内部歧管是用于将燃料气体作为反应气体供给到层叠的各发电单电池的阳极电极的结构。另外,内部歧管是用于将氧化剂气体作为反应气体供给到层叠的各发电单电池的阴极电极的结构。期望在具备内部歧管的燃料电池堆中确保对反应气体的密封性。因此,需要在将电解质膜-电极结构体与隔板正确地定位的状态下组装燃料电池堆。
4.因而,例如,已知在专利文献1公开的燃料电池。在该燃料电池的电解质膜-电极结构体中,构成一方电极的气体扩散层设置为覆盖电解质膜整面。另外,构成另一方电极的气体扩散层具有比电解质膜小的平面尺寸。在隔板一体地设置密封构件。在该密封构件,多个凸状部相互分开地设置。多个凸状部是为了将构成一方电极的气体扩散层的外周端部以及电解质膜的外周端部与隔板定位而设置的。
5.现有技术文献
6.专利文献
7.专利文献1:日本特许4516279号公报
技术实现要素:
8.发明所要解决的问题
9.然而,例如,为了减少较高价的电解质膜材料的使用量,使用薄膜状的电解质膜。在这样的电解质膜中,因薄膜化而强度容易降低。因而,采用在电解质膜-电极结构体的外周设置树脂框构件的带树脂框的电解质膜-电极结构体。在带树脂框的电解质膜-电极结构体中,利用树脂框构件,能够特别保护电解质膜的外周。另外,利用树脂框构件,能够使电解质膜的表面尺寸缩小。但是,在树脂框构件容易发生翘曲。因此,如上所述,即使是设为使带树脂框的电解质膜-电极结构体卡合于隔板的定位用的凸状部的结构,也存在带树脂框的电解质膜-电极结构体与隔板的位置发生偏移的担忧。
10.本发明目的在于解决上述的问题。
11.用于解决问题的方案
12.本发明的一方式涉及燃料电池单电池单元的制造方法,燃料电池单电池单元是将带树脂框的电解质膜-电极结构体与隔板接合来获得的,在所述燃料电池单电池单元的制
造方法中,所述带树脂框的电解质膜-电极结构体具有:电解质膜-电极结构体;以及在该电解质膜-电极结构体的外周部安装的树脂框构件,所述电解质膜-电极结构体具有:电解质膜;以及在该电解质膜的两面配设的电极,所述制造方法包括层叠工序、激光照射工序,在所述层叠工序中,将所述带树脂框的电解质膜-电极结构体的所述树脂框构件与所述隔板的外周部的层叠部形成于金属垫片上,使所述层叠部的接合对象部位的所述树脂框构件面对在所述金属垫片设置的凹坑,在所述激光照射工序中,在使所述树脂框构件面对所述凹坑的状态下对所述接合对象部位的所述隔板照射激光,来形成将所述树脂框构件与所述隔板熔接的熔接部。
13.本发明的另一方式涉及燃料电池单电池单元的制造装置,燃料电池单电池单元是将带树脂框的电解质膜-电极结构体与隔板接合来获得的,在所述燃料电池单电池单元的制造装置中,所述带树脂框的电解质膜-电极结构体具有:电解质膜-电极结构体;以及在该电解质膜-电极结构体的外周部安装的树脂框构件,所述电解质膜-电极结构体具有:电解质膜;以及在该电解质膜的两面配设的电极,所述制造装置具备金属垫片、激光照射部,所述金属垫片设置凹坑,所述凹坑面对层叠部的接合对象部位的所述树脂框构件,所述层叠部是将所述带树脂框的电解质膜-电极结构体的所述树脂框构件与所述隔板的外周部层叠而形成的,所述激光照射部在使所述树脂框构件面对所述凹坑的状态下对所述接合对象部位的所述隔板照射激光,由此形成将所述树脂框构件与所述隔板熔接的熔接部。
14.发明的效果
15.在本发明中,将带树脂框的电解质膜-电极结构体的树脂框构件与隔板的外周部的层叠部形成在金属垫片上。此时,使层叠部的接合对象部位的树脂框构件面对在金属垫片设置的凹坑。在该状态下,对层叠部的接合对象部位的隔板照射激光来进行加热,由此将树脂框构件的一部分熔融。由此,能够形成将隔板与树脂框构件熔接的熔接部。这样,在将树脂框构件相对于隔板定位了的状态下形成熔接部。因此,即使在树脂框构件发生翘曲,也能够将隔板与带树脂框的电解质膜-电极结构体在抑制了相互偏移的状态下固定。
16.另外,如上所述,在对层叠部的接合对象部位照射激光时,该接合对象部位的树脂框构件面对金属垫片的凹坑。即,接合对象部位的树脂框构件面对凹坑,该凹坑向与在金属垫片上配置的树脂框构件远离的方向陷入地设置于金属垫片。因此,即使接合对象部位的树脂框构件因激光的照射被加热而膨胀,树脂框构件的膨胀了的部分也能够进入凹坑的内部。
17.由此,能够在激光照射时抑制树脂框构件与金属垫片的接触压力局部地增大。另外,能够在激光照射时抑制在树脂框构件与金属垫片之间产生过热的部分。也就是说,能够使树脂框构件的热良好地传导到金属垫片,使层叠部的接合对象部位大致均等地达到适于熔接的温度。其结果是,例如,能够在接合对象部位形成抑制发生气泡的期望形状的、接合强度良好的熔接部。由此,能够有效地抑制带树脂框的电解质膜-电极结构体与隔板的相互偏移。而且,能够将带树脂框的电解质膜-电极结构体与隔板良好地维持在定位的状态。
18.根据以上,根据本发明,能够正确并且容易地定位带树脂框的电解质膜-电极结构体与隔板。因此,能够尽可能地抑制带树脂框的电解质膜-电极结构体与隔板发生偏移。
附图说明
19.图1是应用本实施方式涉及的燃料电池单电池单元的制造方法而获得的燃料电池单电池单元的立体图。
20.图2是具备图1的燃料电池单电池单元的燃料电池堆的立体图。
21.图3是发电单电池的分解立体图。
22.图4是设置有第一双极性板的氧化剂气体流路的面的正面图。
23.图5是说明在制造时将隔板与带树脂框的电解质膜-电极结构体层叠的方向的立体图。
24.图6是说明在本实施方式涉及的燃料电池单电池单元的制造装置的金属垫片上形成层叠部的状态的剖视图。
25.图7是说明金属垫片的凹坑的在照射方向观察时的形状的立体图。
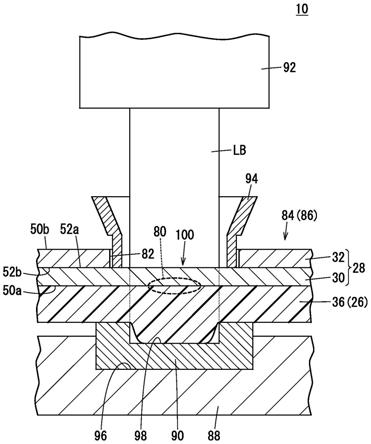
26.图8是说明由激光照射部对图6的层叠部的接合对象部位照射激光的工序的剖视图。
27.图9是说明在图8的接合对象部位形成的熔接部的剖视图。
28.图10是说明变形例涉及的金属垫片的凹坑的剖视图。
具体实施方式
29.在以下的图中,有时对相同或者实现同样的功能以及效果的结构要素附加相同的附图标记,并省略重复的说明。
30.将多个应用本实施方式涉及的燃料电池单电池单元的制造方法以及制造装置10(图8)而获得的燃料电池单电池单元12(图1)层叠,能够构成图2以及图3的发电单电池14。在水平方向(箭头符号a方向)或者铅垂方向(箭头符号c方向)层叠多个发电单电池14来构成图2的燃料电池堆16。燃料电池堆16例如被搭载于未图示的燃料电池电动汽车等燃料电池车辆。
31.如图2所示,在多个发电单电池14的层叠方向(箭头符号a方向)的一端部(箭头符号a1方向的端部),朝向外方依次配设接线板18a、绝缘件20a以及端面板22a。另外,在多个发电单电池14的层叠方向的另一端部(箭头符号a2方向的端部),朝向外方依次配设接线板18b、绝缘件20b以及端面板22b。
32.绝缘件20a、20b由绝缘性材料形成。作为绝缘性材料的一个例子,举出聚碳酸酯(pc)、酚醛树脂。而且,绝缘件20a、20b也可以是多个(例如,两个)在层叠方向重合而构成的。
33.在矩形状的端面板22a的各边与矩形状的端面板22b的各边之间配置连结杆24。各连结杆24的两端借助螺栓(未图示)被固定于端面板22a的内表面以及端面板22b的内表面。由此,各连结杆24对多个层叠的发电单电池14赋予层叠方向(箭头符号a方向)的紧固载荷。而且,燃料电池堆16也可以具备将端面板22a、22b设为端板的机壳。该情况下,在机壳内收容层叠体84。
34.如图3所示,各发电单电池14具有:带树脂框的电解质膜-电极结构体26;以及夹持该带树脂框的电解质膜-电极结构体26的一组隔板28。将第一双极性板30的外周部与第二双极性板32的外周部在层叠的状态下一体地接合,由此形成各隔板28。而且,作为将第一双
极性板30与第二双极性板32接合的方法的一个例子,举出焊接、钎焊以及嵌塞(日文:
かしめ
)中的至少一者以上。第一双极性板30以及第二双极性板32各自例如是将钢板、不锈钢板、铝板、镀处理钢板、或者在其金属表面实施了用于防腐蚀的表面处理而形成的金属薄板的截面冲压成型为波形来构成的。
35.而且,不限定于将上述的第一双极性板30以及第二双极性板32接合来构成隔板28。也可以由一个金属板、一个碳板等构成隔板28。
36.如图3所示,带树脂框的电解质膜-电极结构体26具备电解质膜-电极结构体(mea)34、树脂框构件36。树脂框构件36与电解质膜-电极结构体34的外周部接合。树脂框构件36沿着电解质膜-电极结构体34的外周部的周方向整体。电解质膜-电极结构体34具有电解质膜38、阳极电极40以及阴极电极42。阳极电极40设置在电解质膜38的一方的面(箭头符号a2方向的面)。阴极电极42设置在电解质膜38的另一方的面(朝向箭头符号a1方向的面)。
37.电解质膜38例如是含有水分的全氟磺酸的薄膜等固体高分子电解质膜(阳离子交换膜)。电解质膜38被阳极电极40和阴极电极42夹持。而且,电解质膜38除了能够使用氟系电解质以外,还能够使用hc(烃)类电解质。
38.虽均未图示,但阳极电极40具有阳极电极催化剂层、阳极气体扩散层。阳极电极催化剂层与电解质膜38的一方的面接合。阳极气体扩散层层叠于阳极电极催化剂层。阴极电极42具有阴极电极催化剂层、阴极气体扩散层。阴极电极催化剂层与电解质膜38的另一方的面接合。阴极气体扩散层层叠于阴极电极催化剂层。
39.例如,将表面承载了白金合金的多孔质碳粒子与离子导电性高分子粘合剂一起均匀地涂布于阳极气体扩散层的表面。由此,形成阳极电极催化剂层。例如,将表面承了白金合金的多孔质碳粒子与离子导电性高分子粘合剂一起均匀地涂布于阴极气体扩散层的表面。由此,形成阴极电极催化剂层。
40.阴极气体扩散层例如由碳纸或者碳布等导电性多孔质片形成。阳极气体扩散层例如由碳纸或者碳布等导电性多孔质片形成。也可以是,在阴极电极催化剂层与阴极气体扩散层之间、阳极电极催化剂层与阳极气体扩散层之间中的至少一方设置多孔质层(未图示)。
41.树脂框构件36是边框状。例如,树脂框构件36的内周端缘部与电解质膜-电极结构体34的外周缘部接合。树脂框构件36与电解质膜-电极结构体34的接合结构没有特别限定。在上述的接合结构的一方式中,也可以是,在阴极气体扩散层的外周端缘部与阳极气体扩散层的外周端缘部之间夹持树脂框构件36的内周端缘部。该情况下,树脂框构件36的内周端面也可以与电解质膜38的外周端面接近。树脂框构件36的内周端面与电解质膜38的外周端面抵接。树脂框构件36的内周端面也可以与电解质膜38的外周端面重叠。
42.代替上述的接合结构,也可以采用以下的接合结构。使电解质膜38的外周缘部相比于阴极气体扩散层而向外方突出。使电解质膜38的外周缘部相比于阳极气体扩散层而向外方突出。如上所述,在突出的电解质膜38的外周缘部的两侧设置框形状的膜。由此,构成树脂框构件36。即,树脂框构件36也可以由层叠多个框状的膜构成。层叠的多个框状的膜彼此被粘接剂等接合。
43.作为树脂框构件36的材料,例如举出pps(聚苯硫醚)、ppa(聚邻苯二甲酰胺)、pen(聚萘二甲酸乙二醇酯)、pes(聚醚砜)、lcp(液晶聚合物)、pvdf(聚偏氟乙烯)、硅树脂、氟树
脂、m-ppe(改性聚苯醚树脂)、pet(聚对苯二甲酸乙二醇酯)、pbt(聚对苯二甲酸丁二醇酯)、改性聚烯烃。
44.在发电单电池14中的隔板28以及树脂框构件36的长边方向的一端部(箭头符号b1方向的端部),在层叠方向(箭头符号a方向)连通地设置一个氧化剂气体入口连通孔44a。在发电单电池14中的隔板28以及树脂框构件36的长边方向的一端部(箭头符号b1方向的端部),在层叠方向(箭头符号a方向)连通地设置两个冷却介质入口连通孔46a。在发电单电池14中的隔板28以及树脂框构件36的长边方向的一端部(箭头符号b1方向的端部),在层叠方向(箭头符号a方向)连通地设置两个燃料气体出口连通孔48b。
45.在发电单电池14中的隔板28以及树脂框构件36的长边方向的另一端部(箭头符号b2方向的端部),在层叠方向连通地设置一个燃料气体入口连通孔48a。在发电单电池14中的隔板28以及树脂框构件36的长边方向的另一端部(箭头符号b2方向的端部),在层叠方向连通地设置两个冷却介质出口连通孔46b。在发电单电池14中的隔板28以及树脂框构件36的长边方向的另一端部(箭头符号b2方向的端部),在层叠方向连通地设置两个氧化剂气体出口连通孔44b。
46.向氧化剂气体入口连通孔44a供给氧化剂气体(例如,含氧气体)。向冷却介质入口连通孔46a供给冷却介质。冷却介质例如包括纯水、乙二醇以及油中的至少一者。从燃料气体出口连通孔48b排出的燃料气体(例如,含氢气体)。向燃料气体入口连通孔48a供给燃料气体。从冷却介质出口连通孔46b排出冷却介质。从氧化剂气体出口连通孔44b排出氧化剂气体。
47.氧化剂气体入口连通孔44a在层叠方向贯通燃料电池堆16中的除接线板18a、18b(图1)之外的结构。冷却介质入口连通孔46a在层叠方向贯通燃料电池堆16中的除接线板18a、18b(图1)之外的结构。燃料气体出口连通孔48b在层叠方向贯通燃料电池堆16中的除接线板18a、18b(图1)之外的结构。燃料气体入口连通孔48a在层叠方向贯通燃料电池堆16中的除接线板18a、18b(图1)之外的结构。冷却介质出口连通孔46b在层叠方向贯通燃料电池堆16中的除接线板18a、18b(图1)之外的结构。氧化剂气体出口连通孔44b在层叠方向贯通燃料电池堆16中的除接线板18a、18b(图1)之外的结构。以下,也将氧化剂气体入口连通孔44a、冷却介质入口连通孔46a、燃料气体出口连通孔48b、燃料气体入口连通孔48a、冷却介质出口连通孔46b、氧化剂气体出口连通孔44b统称为“连通孔”。
48.在本实施方式中,连通孔在上下方向(箭头符号c方向)排列设置。具体来讲,在发电单电池14的长边方向的一端部(箭头符号b1方向的端部),在上下方向相互分开地配置两个燃料气体出口连通孔48b。在这两个燃料气体出口连通孔48b彼此之间,两个冷却介质入口连通孔46a在上下方向相互分开地配置。在这两个冷却介质入口连通孔46a彼此之间,配置氧化剂气体入口连通孔44a。
49.在发电单电池14的长边方向的另一端部(箭头符号b2方向的端部),在上下方向相互分开地配置两个氧化剂气体出口连通孔44b。在这两个氧化剂气体出口连通孔44b之间,两个冷却介质出口连通孔46b在上下方向分开地配置。在这两个冷却介质出口连通孔46b之间,配置燃料气体入口连通孔48a。
50.而且,连通孔不限定于上述的配置,能够适当地设定为与要求的规格相应的配置。与本实施方式不同,一对冷却介质入口连通孔46a也可以设置在燃料气体入口连通孔48a的
上下方向(箭头符号c方向)的两侧。该情况下,一对冷却介质出口连通孔46b也可以设置在氧化剂气体入口连通孔44a的上下方向的两侧。另外,燃料气体出口连通孔48b也可以是一个。氧化剂气体出口连通孔44b也可以是一个。冷却介质入口连通孔46a也可以是一个。冷却介质出口连通孔46b也可以是一个。
51.在本实施方式中,氧化剂气体入口连通孔44a例如形成为六边形,但并不限定于此。氧化剂气体入口连通孔44a也可以形成为六边形以外的形状(例如四边形等)。同样地,燃料气体入口连通孔48a也可以形成为六边形以外的形状。
52.另外,各氧化剂气体出口连通孔44b例如形成为三角形,但不限定于此。各氧化剂气体出口连通孔44b例如也可以是角部形成为圆的三角形、或者角部倒角加工为直线状的三角形(实质上为六边形)。关于各燃料气体出口连通孔48b、各冷却介质入口连通孔46a以及各冷却介质出口连通孔46b的形状也相同。
53.第一双极性板30以及第二双极性板32作为隔板28被组入层叠体84。各第一双极性板30具有:mea面50a;以及作为其背面的制冷剂面52a。各第二双极性板32具有:mea面50b;以及作为其背面的制冷剂面52b。mea面50a、50b各自是面对电解质膜-电极结构体26的面。
54.如图4所示,在第一双极性板30的mea面50a设置沿箭头符号b方向直线状地延伸的多个突条部54a。在这些突条部54a彼此之间形成直线状的多个槽。由所述多个槽来构成氧化剂气体流路56。而且,各突条部54a以及各槽也可以是波状。氧化剂气体流路56与一个氧化剂气体入口连通孔44a以及两个氧化剂气体出口连通孔44b可流通流体地连通,由此使氧化剂气体在隔板28的面方向(箭头符号b方向、箭头符号c方向)流通。
55.在氧化剂气体入口连通孔44a与氧化剂气体流路56之间设置入口缓冲部58a。通过冲压成型在入口缓冲部58a设置多个压花部。各压花部朝向带树脂框的电解质膜-电极结构体26突出。在氧化剂气体出口连通孔44b与氧化剂气体流路56之间设置出口缓冲部60a。通过冲压成型在出口缓冲部60a设置多个压花部。各压花部朝向带树脂框的电解质膜-电极结构体26突出。
56.在第一双极性板30的mea面50a一体地设置多个金属凸起密封件62a。各金属凸起密封件62a朝向电解质膜-电极结构体26(图3)突出。各金属凸起密封件62a是例如通过冲压成型而设置的。也可以是代替金属凸起密封件62a,在mea面50a设置由橡胶等弹性材料形成的凸状弹性密封件。
57.多个金属凸起密封件62a具有外凸起部64a、内凸起部66a以及多个连通孔凸起部68a。外凸起部64a设置在mea面50a的外周部。内凸起部66a包围氧化剂气体流路56、氧化剂气体入口连通孔44a以及两个氧化剂气体出口连通孔44b。氧化剂气体流路56、氧化剂气体入口连通孔44a以及两个氧化剂气体出口连通孔44b在相互连通的状态下被内凸起部66a包围。
58.多个连通孔凸起部68a包围燃料气体入口连通孔48a、各燃料气体出口连通孔48b、各冷却介质入口连通孔46a以及各冷却介质出口连通孔46b。而且,外凸起部64a可以根据需要来设置,也能够省略。
59.如图1所示,在第二双极性板32的mea面50b设置沿箭头符号b方向直线状地延伸的多个突条部54b。在这些突条部54b彼此之间形成直线状的多个槽。由该多个槽构成燃料气体流路70。而且,各突条部54b以及各槽也可以是波状。燃料气体流路70与一个燃料气体入
口连通孔48a以及两个燃料气体出口连通孔48b可流通流体地连通,使燃料气体在隔板28的面方向(箭头符号b方向、箭头符号c方向)流通。
60.在燃料气体入口连通孔48a与燃料气体流路70之间设置入口缓冲部58b。通过冲压成型在入口缓冲部58b设置多个压花部。各压花部朝向带树脂框的电解质膜-电极结构体26突出。在燃料气体出口连通孔48b与燃料气体流路70之间设置出口缓冲部60b。通过冲压成型在出口缓冲部60b设置多个压花部。各压花部朝向带树脂框的电解质膜-电极结构体26突出。
61.在第二双极性板32的mea面50b一体地设置多个金属凸起密封件62b。各金属凸起密封件62b朝向电解质膜-电极结构体26(图3)突出。各金属凸起密封件62b是例如通过冲压成型来设置的。也可以是代替该金属凸起密封件62b,而设置由橡胶等弹性材料形成的凸状弹性密封件。多个金属凸起密封件62b具有外凸起部64b、内凸起部66b以及多个连通孔凸起部68b。外凸起部64b设置在mea面50b的外周部。内凸起部66b包围燃料气体流路70、燃料气体入口连通孔48a以及两个燃料气体出口连通孔48b。燃料气体流路70、燃料气体入口连通孔48a以及两个燃料气体出口连通孔48b在相互连通的状态下被内凸起部66b包围。
62.多个连通孔凸起部68b包围氧化剂气体入口连通孔44a、各氧化剂气体出口连通孔44b、各冷却介质入口连通孔46a以及各冷却介质出口连通孔46b。而且,外凸起部64b可以根据需要设置,也能够省略。
63.如图3所示,第一双极性板30的制冷剂面52a与第二双极性板32的制冷剂面52b接合。在这些制冷剂面52a与制冷剂面52b之间设置冷却介质流路72。冷却介质流路72使冷却介质在隔板28的面方向(箭头符号b方向、箭头符号c方向)流通。冷却介质流路72与两个冷却介质入口连通孔46a和两个冷却介质出口连通孔46b可流通流体地连通。
64.第一双极性板30的氧化剂气体流路56的背面形状与第二双极性板32的燃料气体流路70的背面形状重合来形成冷却介质流路72。另外,在相互面对的第一双极性板30以及第二双极性板32的制冷剂面52a、52b,第一双极性板30的连通孔的周围与第二双极性板32的连通孔的周围通过相互焊接、钎焊等被接合。
65.如图2所示,在燃料电池堆16设置第一泄放口74。第一泄放口74在层叠方向(箭头符号a方向)贯通树脂框构件36以及隔板28。第一泄放口74配置在比下侧的氧化剂气体出口连通孔44b的底部靠下方的位置。另外,第一泄放口74经由在燃料电池堆16的箭头符号a2方向的端部(例如绝缘件20b)设置的未图示的第一连结流路,来与上侧的氧化剂气体出口连通孔44b连通。因此,能够将发电时在燃料电池堆16内的阴极产生的生成水经由第一泄放口74排出到燃料电池堆16的外部。
66.在燃料电池堆16设置第二泄放口76。第二泄放口76在层叠方向(箭头符号a方向)贯通树脂框构件36以及隔板28。第二泄放口76配置在比下侧的燃料气体出口连通孔48b的底部靠下方的位置。另外,第二泄放口76经由在燃料电池堆16的箭头符号a2方向的端部(例如绝缘件20b)设置的未图示的第二连结流路,来与上侧的燃料气体出口连通孔48b连通。因此,能够将上述的生成水经由第二泄放口76从燃料电池堆16内的阳极排出到燃料电池堆16的外部。
67.如图1、图3以及图4所示,在各隔板28中,在第一泄放口74的外侧设置用于防止生成水泄漏的环状凸起密封件78。在各隔板28,在第二泄放口76的外周设置用于防止生成水
泄漏的环状凸起密封件78。环状凸起密封件78从各隔板28朝向邻接的带树脂框的电解质膜-电极结构体26(图3)突出。
68.如图1所示,本实施方式的燃料电池单电池单元12具有一个隔板28、一个带树脂框的电解质膜-电极结构体26。具体来讲,将隔板28的第一双极性板30与带树脂框的电解质膜-电极结构体26的树脂框构件36借助熔接部80被接合来构成燃料电池单电池单元12。在本实施方式中,在各燃料电池单电池单元12的外周部,共计设置六个熔接部80。而且,在各燃料电池单电池单元12设置的熔接部80的个数没有特别限定,可以是一个,也可以是六个以外的多个。
69.在燃料电池单电池单元12的箭头符号b1方向的端部(第一短边)设置多个熔接部80。在上侧的燃料气体出口连通孔48b与上侧的冷却介质入口连通孔46a之间,在靠近燃料电池单电池单元12的箭头符号b1方向的缘部的位置设置第一熔接部80。在下侧的燃料气体出口连通孔48b与下侧的冷却介质入口连通孔46a之间,在靠近燃料电池单电池单元12的箭头符号b1方向的缘部的位置设置第二熔接部80。在下侧的燃料气体出口连通孔48b与第二泄放口76之间设置第三熔接部80。也就是说,在燃料电池单电池单元12的第一短边设置共计三个熔接部80。
70.在燃料电池单元的箭头符号b2的端部(第二短边)设置多个熔接部80。在上侧的氧化剂气体出口连通孔44b与上侧的冷却介质出口连通孔46b之间,在靠近料电池单电池单元12的箭头符号b2方向的缘部的位置设置第四熔接部80。在下侧的氧化剂气体出口连通孔44b与下侧的冷却介质出口连通孔46b之间,在靠近料电池单电池单元12的箭头符号b2方向的缘部的位置设置第五熔接部80a。另外,在下侧的氧化剂气体出口连通孔44b与第一泄放口74之间设置第六熔接部80。也就是说,在燃料电池单电池单元12的第二短边设置合计三个熔接部80。
71.这些熔接部80均避开金属凸起密封件62a、62b来配置。而且,设置燃料电池单电池单元12的熔接部80的位置不限定于上述的六个部位。设置熔接部80的位置例如能够根据隔板28、带树脂框的电解质膜-电极结构体26的形状来进行各种设定。
72.在本实施方式中,在隔板28与带树脂框的电解质膜-电极结构体26的层叠方向(箭头符号a方向)观察时(在后述的激光lb的照射方向观察时),各熔接部80呈大致圆形。另外,在第二双极性板32中,在与熔接部80在层叠方向重叠的部分设置贯通孔82。各贯通孔82的在层叠方向观察时的尺寸优选为熔接部80的尺寸以上。而且,各贯通孔82的在层叠方向观察时的形状没有特别限定,例如可以设为圆形。
73.主要参照图6~图8来说明本实施方式涉及的燃料电池单电池单元12的制造装置10(以下简称为制造装置10)。如图8所示,制造装置10对层叠部86的接合对象部位100照射激光lb来形成熔接部80。层叠体84为在带树脂框的电解质膜-电极结构体26层叠隔板28的第一双极性板30而成的结构体。层叠部86为层叠体84中的树脂框构件36与隔板28的外周部的层叠部分。接合对象部位100为在层叠部86中激光lb照射后设置熔接部80的部分。
74.也就是说,层叠体84为在其层叠部86的接合对象部位100形成熔接部80之前的状态的结构体。利用制造装置10,在层叠部86的接合对象部位100形成熔接部80,由此层叠部86的结构要素熔接来形成燃料电池单电池单元12。
75.具体来讲,如图8所示,制造装置10具备基台部88、金属垫片90、激光照射部92以及
按压部94。在基台部88按顺序载置带树脂框的电解质膜-电极结构体26、隔板28。此时,隔板28的第一双极性板30面对带树脂框的电解质膜-电极结构体26。
76.基台部88例如具有向上方突出的一对第一定位销以及一对第二定位销(均未图示)。在带树脂框的电解质膜-电极结构体26设置的未图示的一对第一定位孔插入第一定位销。由此,带树脂框的电解质膜-电极结构体26在被定位了的状态下被载置于基台部88。在隔板28设置的未图示的第二定位孔插入第二定位销。由此,隔板28在被定位了的状态下被载置于基台部88以及带树脂框的电解质膜-电极结构体26,。其结果是,在基台部88上形成层叠体84。
77.而且,可以使用相互相同的定位销来将带树脂框的电解质膜-电极结构体26以及隔板28对于基台部88进行定位。另外,作为第一定位孔以及第二定位孔的至少任一方,也可以使用第一泄放口74以及第二泄放口76的至少任一方。
78.另外,在基台部88设置保持金属垫片90的凹形状的保持部96。被保持部96保持的金属垫片90面对树脂框构件36。如上所述,金属垫片90面对在基台部88上形成的层叠体84中的包括接合对象部位100以及其外周边部的区域。在本实施方式中,金属垫片90面对层叠体84中的包括设置有贯通孔82的部分以及其周边部分的区域。
79.金属垫片90由金属材料形成。而且,从提高该金属垫片90的热传导率的观点来看,金属垫片90的材料优选为热传导性优秀的铜、铝或者其合金。如图7所示,金属垫片90例如为大致圆柱形状。金属垫片90的大致圆柱形状上的上表面面对层叠体84。而且,金属垫片90的外形状没有特别限定,例如也可以是长方体等圆柱以外的形状。
80.在本实施方式中,在层叠体84的层叠方向观察时,金属垫片90的上表面的外径尺寸大于贯通孔82。在该金属垫片90的上表面设置凹坑98。在层叠体84的层叠方向观察时,凹坑98的尺寸为与接合对象部位100相同程度的尺寸。凹坑98的内径小于贯通孔82的内径,在层叠方向观察时凹坑98的形状呈大致圆形。凹坑98的底面平坦。而且,作为凹坑98的尺寸的一个例子,举出将凹坑98的径设为5.5mm~6.5mm,将凹坑98的深度设为0.07mm~0.2mm。
81.在本实施方式中,金属垫片90的上表面相比于基台部88的上表面而向上方突出。但是,金属垫片90的上表面与基台部88的上表面也可以配置为相同平面。
82.如图8所示,激光照射部92使激光lb从隔板28照射到在金属垫片90上配置的层叠部86的接合对象部位100。在本实施方式中,激光照射部92使通过第二双极性板32的贯通孔82的激光lb从第一双极性板30照射到接合对象部位100。这时,激光lb照射的接合对象部位100的树脂框构件36面对金属垫片90的凹坑98。
83.以形成能够使树脂框构件36的一部分熔融并将该树脂框构件36与第一双极性板30熔接的熔接部80(图1、图9)的方式,设定由激光照射部92照射的激光lb的照射强度等条件。另外,以在激光lb的照射方向观察(在层叠体84的层叠方向观察)时在接合对象部位100形成圆形的熔接部80的方式,使激光照射部92对接合对象部位100照射激光lb。
84.按压部94从上方朝向金属垫片90的凹坑98的周围,按压在金属垫片90上配置的层叠部86的接合对象部位100的周围。在本实施方式中,按压部94的前端插入第二双极性板32的贯通孔82的内部,并与第一双极性板30的制冷剂面52a抵接。而且,按压部94也可以在贯通孔82的外侧抵接于第二双极性板32的mea面50b。
85.制造装置10例如可以具备金属垫片90、激光照射部92、按压部94各一个。该情况
下,能够对多个接合对象部位100依次照射激光lb,一个一个地形成多个熔接部80。另外,制造装置10例如也可以分别具备多个金属垫片90、激光照射部92、按压部94。该情况下,逐次对规定个数的多个接合对象部位100照射激光lb,或者对多个接合对象部位100全部照射激光lb,能够同时形成多个熔接部80。
86.制造装置10基本如上所述构成。以下,关于本实施方式涉及的燃料电池单电池单元12的制造方法,使用图8的制造装置10,举例说明获得图1的燃料电池单电池单元12的情况。
87.在该燃料电池单电池单元12的制造方法中,进行层叠工序。在层叠工序中,如图6所示,在基台部88上形成层叠体84。具体来讲,首先,在基台部88上仅配置带树脂框的电解质膜-电极结构体26。这时,将基台部88的上述的第一定位销插入带树脂框的电解质膜-电极结构体26的上述的第一定位孔。在本实施方式中,使带树脂框的电解质膜-电极结构体26的阳极电极40面对基台部88。
88.然后,将第一双极性板30以及第二双极性板32一体地接合形成的隔板28层叠于在基台部88上配置的带树脂框的电解质膜-电极结构体26。这时,将基台部88的上述的第二定位销插入隔板28的上述的第二定位孔。在本实施方式中,如图5所示,使隔板28的第一双极性板30面对带树脂框的电解质膜-电极结构体26的阴极电极42。
89.如上所述,在基台部88上形成的层叠体84的层叠部86中,接合对象部位100的树脂框构件36面对金属垫片90的凹坑98。另外,层叠部86的贯通孔82以及其周边部的树脂框构件36面对金属垫片90的上表面。而且,也可以是,在层叠工序中,将带树脂框的电解质膜-电极结构体26与隔板28层叠后,配置在基台部88上。
90.在层叠工序后,进行激光照射工序,利用激光照射部92对接合对象部位100照射激光lb。在本实施方式中,如图8所示,在利用按压部94朝向金属垫片90的凹坑98的周围来按压层叠部86的接合对象部位100的周围的状态下,对接合对象部位100照射激光lb。具体来讲,使按压部94的前端插通第二双极性板32的贯通孔82,并抵接于第一双极性板30的接合对象部位100的周围。由此,借助按压部94,从上方朝向金属垫片90的凹坑98的周围的上表面,按压接合对象部位100的周围的第一双极性板30以及树脂框构件36。
91.在该状态下,利用激光照射部92对接合对象部位100照射激光lb。该激光lb通过第二双极性板32的贯通孔82,照射到第一双极性板30(层叠部86的接合对象部位100)。由此层叠部86的接合对象部位100被加热。因该加热而产生的树脂框构件36膨胀的部分进入到金属垫片90的凹坑98的内部。
92.因激光lb的照射而熔融的树脂框构件36的一部分凝固,由此如图9所示,在接合对象部位100形成将第一双极性板30与树脂框构件36熔接的熔接部80。如图1所示,在激光lb的照射方向观察时,熔接部80在贯通孔82的内部形成为圆形。
93.如上所述,依次或者同时形成多个熔接部80,由此能够将隔板28与带树脂框的电解质膜-电极结构体26接合来获得燃料电池单电池单元12。
94.以下简单说明层叠多个燃料电池单电池单元12而获得的燃料电池堆16的动作。如图2以及图3所示,在燃料电池堆16中进行发电的情况下,向燃料气体入口连通孔48a供给燃料气体,向氧化剂气体入口连通孔44a供给氧化剂气体,向冷却介质入口连通孔46a供给冷却介质。
95.如图3所示,氧化剂气体从氧化剂气体入口连通孔44a被导入到氧化剂气体流路56。氧化剂气体沿着该氧化剂气体流路56在箭头符号b方向移动,并且被供给到带树脂框的电解质膜-电极结构体26的阴极电极42。另一方面,如图5所示,燃料气体从燃料气体入口连通孔48a被导入到燃料气体流路70。燃料气体沿着该燃料气体流路70在箭头符号b方向移动,并且被供给到带树脂框的电解质膜-电极结构体26的阳极电极40。
96.因而,如图3所示,在各带树脂框的电解质膜-电极结构体26中,被供给到阴极电极42的氧化剂气体与被供给到阳极电极40的燃料气体在阴极电极催化剂层以及阳极电极催化剂层内通过电化学反应而被消耗。由此进行发电。
97.在电化学反应中未被消耗的氧化剂气体(氧化剂排气)从氧化剂气体流路56流入氧化剂气体出口连通孔44b。氧化剂气体在该氧化剂气体出口连通孔44b沿箭头符号a方向流动并从燃料电池堆16被排出。同样地,在电化学反应中未被消耗的燃料气体(燃料排气)从燃料气体流路70流入燃料气体出口连通孔48b。燃料气体在燃料气体出口连通孔48b沿箭头符号a方向流动并从燃料电池堆16被排出。
98.冷却介质从冷却介质入口连通孔46a被导入冷却介质流路72。冷却介质沿着该冷却介质流路72在箭头符号b方向移动,并且与带树脂框的电解质膜-电极结构体26进行热交换。热交换后的冷却介质流入冷却介质出口连通孔46b。冷却介质在冷却介质出口连通孔46b沿箭头符号a方向流动并从燃料电池堆16被排出。
99.根据以上,在本实施方式涉及的燃料电池单电池单元12的制造方法以及制造装置10中,带树脂框的电解质膜-电极结构体26的树脂框构件36与隔板28的外周部的层叠部86形成在金属垫片90上。这时,使层叠部86的接合对象部位100的树脂框构件36面对在金属垫片90设置的凹坑98。在该状态下,在层叠部86的接合对象部位100处,对隔板28照射激光lb来加热该接合对象部位100,由此将树脂框构件36的一部分熔融。由此,能够形成将隔板28与树脂框构件36熔接的熔接部80。这样在将树脂框构件36对于隔板28定位了的状态下,形成熔接部80,由此例如即使在树脂框构件36发生翘曲,也能够在抑制相互偏移的状态下将隔板28与带树脂框的电解质膜-电极结构体26固定。
100.另外,如上所述,在对层叠部86的接合对象部位100照射激光lb时,该接合对象部位100的树脂框构件36面对金属垫片90的凹坑98。即,接合对象部位100的树脂框构件36面对凹坑98,该凹坑98以与在金属垫片90上配置的树脂框构件36分开的方式陷入地设置于金属垫片90。因此,即使接合对象部位100的树脂框构件36因激光lb的照射被加热而膨胀,树脂框构件36的膨胀的部分也能够进入凹坑98的内部。
101.由此,能够抑制在激光lb照射时树脂框构件36与金属垫片90的接触压力局部地增大,抑制在树脂框构件36与金属垫片90之间产生过热的部分。也就是说,能够使树脂框构件36的热良好地传导至金属垫片90,使层叠部86的接合对象部位100大致均等地达到适于熔接的温度。其结果是,例如,能够在接合对象部位100形成能抑制发生气泡等的期望形状的、接合强度良好的熔接部80。由此也能够有效地抑制带树脂框的电解质膜-电极结构体26与隔板28相互偏移。而且,能够将带树脂框的电解质膜-电极结构体26与隔板28良好地维持为定位了的状态。
102.因而,根据本实施方式涉及的燃料电池单电池单元12的制造方法以及制造装置10,能够正确并且容易地将带树脂框的电解质膜-电极结构体26与隔板28定位,尽可能地抑
制发生相互偏移。
103.在上述的实施方式涉及的燃料电池单电池单元12的制造方法中,隔板28具备第一双极性板30以及第二双极性板32,第一双极性板30与第二双极性板32在层叠的状态下接合,第二双极性板32在接合对象部位100具有贯通孔82,在层叠工序中,使隔板28的第一双极性板30面对带树脂框的电解质膜-电极结构体26,在激光照射工序中,通过了第二双极性板32的贯通孔82的激光lb照射到接合对象部位100的第一双极性板30。
104.另外,在上述的实施方式涉及的燃料电池单电池单元12的制造装置10中,隔板28具备相互层叠并接合的第一双极性板30与第二双极性板32,激光照射部92使激光lb通过在第二双极性板32设置的贯通孔82并从第一双极性板30照射到接合对象部位100。
105.这些情况下,即使是将第一双极性板30与第二双极性板32接合来形成的隔板28,也能够经由贯通孔82来从第一双极性板30对层叠部86照射激光lb。由此,能够良好地加热接合对象部位100的树脂框构件36,因此能够在第一双极性板30与树脂框构件36之间良好地形成熔接部80。而且,也可以是,不在第二双极性板32设置贯通孔82,而从第二双极性板32对接合对象部位100照射激光lb。
106.在上述的实施方式中,在第一双极性板30的mea面50a形成氧化剂气体流路56,在第二双极性板32的mea面50b形成燃料气体流路70。但是,也可以是,在第一双极性板30的mea面50a形成燃料气体流路70,在第二双极性板32的mea面50b形成氧化剂气体流路56。该情况下,将隔板28的第一双极性板30与带树脂框的电解质膜-电极结构体26的阳极电极40层叠来形成层叠体84。
107.在上述的实施方式涉及的燃料电池单电池单元12的制造方法中,在激光照射工序中的激光lb的照射方向观察时,熔接部80以及凹坑98为圆形。另外,在上述的实施方式涉及的燃料电池单电池单元12的制造装置10中,在激光照射部92照射激光lb的照射方向观察时,凹坑98为圆形,激光照射部92形成在照射方向观察时呈圆形的熔接部80。
108.这些情况下,能够在层叠部86的接合对象部位100容易地形成熔接部80。能够利用熔接部80良好地维持带树脂框的电解质膜-电极结构体26与隔板28的接合强度。而且,也可以是,在激光lb的照射方向观察时熔接部80以及凹坑98为圆形以外的形状。
109.另外,在上述的实施方式中,如图6~图8所示,凹坑98的底面平坦,但并不特别限定于此。例如,如图10所示,凹坑98的底面也可以是朝向下方弯曲并陷入的凹形状。在使用具有这样底面为凹形状的凹坑98的金属垫片90的情况下,也能够与上述的实施方式同样地良好地形成熔接部80。
110.还有,在上述的实施方式中,在层叠体84的层叠方向观察时,金属垫片90的上表面的尺寸大于贯通孔82,但也并不特别限定于此。在上述的实施方式中,在层叠体84的层叠方向观察时,凹坑98的尺寸为与接合对象部位100的尺寸相同程度。但是,凹坑98的尺寸也可以小于接合对象部位100。凹坑98的尺寸也可以比接合对象部位100稍大。在上述的实施方式中,在层叠体84的层叠方向观察时,凹坑98的尺寸小于贯通孔82的尺寸,但不特别限定于此。
111.在上述的实施方式涉及的燃料电池单电池单元12的制造方法的激光照射工序中,朝向金属垫片90的凹坑98的周围,按压层叠部86的接合对象部位100的周围。在上述的实施方式涉及的燃料电池单电池单元12的制造装置10中,具备朝向金属垫片90的凹坑98的周围
来按压层叠部86的接合对象部位100的周围的按压部94。
112.这些情况下,利用如朝向金属垫片90按压层叠部86的按压部94这样的简单的结构,能够在隔板28与带树脂框的电解质膜-电极结构体26之间进一步良好地形成接合强度良好的熔接部80。而且,制造装置10也可以不具备按压部94。也就是说,在激光照射工序中,也可以不朝向金属垫片90的凹坑98的周围来按压层叠部86的接合对象部位100的周围,而对接合对象部位100照射激光lb。
113.本发明不限定于上述的实施方式,在不脱离本发明的主旨的范围内能够进行各种变更。
114.在上述的实施方式中,冷却介质流路72夹在每个邻接的带树脂框的电解质膜-电极结构体26之间,采用了所谓的各单元冷却结构。但是,也可以是,代替这个,而采用所谓的间隔减少冷却结构。即使是将燃料电池堆16设为间隔减少冷却结构的情况,也能够利用熔接部80将邻接地配置的隔板28与带树脂框的电解质膜-电极结构体26同样地接合来获得燃料电池单元(未图示)。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1