一种锂电池自动封孔线的制作方法
1.本实用新型涉及锂电池制造技术领域,尤其是一种锂电池自动封孔线。
背景技术:
2.在锂电池生产阶段,需要在其内注入电解液,且随后对注液孔进行激光封孔。各锂电池置放于料框内,且由输送线进行运载,且在此过程中需要经历两道焊接工序(分别为前道定位焊和后道固定焊)以及一道检测工序。
3.目前,常用输送机来完成对锂电池包料框的输送。直接与锂电池包料框相顶触的托辊或滚珠因受到摩擦力作用时必然会发生磨损,随着应用时间的延长,磨损量亦会逐渐地增大,进而影响锂电池包料框相对高度位置的降低;且当托辊或滚珠各区域的磨损量不一致时,锂电池包料框极易出现倾斜问题,即意味着锂电池包的姿态与预期不一致,如此一来,一方面,必然会对第一焊接工序、第二焊接工序的实施造成不良的影响,导致焊点位置以及成型形状不能满足检验标准,导致注液孔不能被封堵;另一方面,当锂电池包相对高度位置出现偏差以及斜置时,导致检测工序视觉模块所摄取图像的清晰度,进而降低了后续图像处理的速度,且当锂电池包自身倾斜时,还会大大地增加对其进行拾取的困难度,综合以上两方面因素,导致锂电池包不能被快速的检出、拾取。因而,亟待技术人员解决上述问题。
技术实现要素:
4.故,本实用新型设计人员鉴于上述现有的问题以及缺陷,乃搜集相关资料,经由多方的评估及考量,并经过从事于此行业的多年研发经验技术人员的不断实验以及修改,最终导致该锂电池自动封孔线的出现。
5.为了解决上述技术问题,本实用新型涉及了一种锂电池自动封孔线,其包括输送机、第一焊接单元、第二焊接单元、检测单元、残次品分拣单元、第一阻挡限位单元、第二阻挡限位单元以及第三阻挡限位单元。第一焊接单元、第二焊接单元、检测单元以及残次品分拣单元沿着上下游方向依序布置,且均布置于输送机的正上方。第一阻挡限位单元、第二阻挡限位单元、第三阻挡限位单元分别一一对应地与第一焊接单元、第二焊接单元、检测单元相配套,协同作用以暂停流经各工位锂电池包料框的输送进程。锂电池自动封孔线还包括有第一托举工装、第二托举工装以及第三托举工装。第一托举工装、第二托举工装、第三托举工装均布置于输送机的正下方,其分别一一对应地与第一焊接单元、第二焊接单元、检测单元相配套运用。当锂电池包料框被输送至第一焊接工位,且第一阻挡限位单元完成对锂电池包料框的限位操作后,第一托举工装发生动作以托起锂电池包料框,直至锂电池包料框与输送机相脱离;当锂电池包料框被输送至第二焊接工位,且第二阻挡限位单元完成对锂电池包料框的限位操作后,第二托举工装发生动作以托起锂电池包料框,直至锂电池包料框与输送机相脱离。当锂电池包料框被输送至检测工位,且第三阻挡限位单元完成对锂电池包料框的限位操作后,第三托举工装发生动作以托起锂电池包料框,直至锂电池包料
框与输送机相脱离。
6.作为本实用新型技术方案的进一步改进,第一托举工装、第二托举工装以及第三托举工装的设计结构相同。仅针对于第一托举工装来说,其包括有底板、支撑柱、托顶板、滑套以及直线运动元件。托顶板用来直接托举锂电池包料框,且平行地布置于底板的正上方。支撑柱的数量设为多个,且呈均布态插配于底板上。滑套的数量与支撑柱的数量相一致,且呈均布态嵌设于托顶板上。当托顶板相向/相背于底板执行位移运动时,滑套始终沿着与之相适配的支撑柱进行滑移。假定底板和托顶板之间的距离为d。当直线运动元件启动时,d随之发生改变,直至锂电池包料框完全脱离输送机。
7.作为本实用新型技术方案的更进一步改进,第一阻挡限位单元、第二阻挡限位单元以及第三阻挡限位单元的设计结构相同。仅针对于第三阻挡限位单元来说,其包括有承力板和阻挡气缸。承力板呈平置状,且固定于输送机上;阻挡气缸可拆卸地固定于承力板上,相对应地,在承力板上开设有与所述阻挡气缸外形相适配的避让缺口。
8.作为本实用新型技术方案的更进一步改进,直线运动元件优选为气缸、液压缸或直线电机。
9.作为本实用新型技术方案的更进一步改进,仅针对于第一托举工装来说,其还包括有左置限位柱、右置限位柱。左置限位柱、右置限位柱均竖直地插配于托顶板上,相对应地,在锂电池包料框的底壁上分别开设有与左置限位柱相适配的左置限位孔、与右置限位柱相适配的右置限位孔。
10.作为本实用新型技术方案的更进一步改进,左置限位柱和左置限位孔之间以及右置限位柱和右置限位孔之间均为间隙配合关系,且配合公差为g7/h6。
11.相较于传统设计结构的锂电池自动封孔线,在本实用新型所公开的技术方案中,其额外增设有第一托举工装、第二托举工装、第三托举工装以分别一一对应地适配于第一焊接单元、第二焊接单元、检测单元。当锂电池包依序在第一焊接工位、第二焊接工位、检测工位停靠到位后,第一托举工装、第二托举工装、第三托举工装独立地发生动作以对锂电池料框进行托顶直至与输送机相脱离,确保锂电池包保持于完全水平状态,且具有一正确的高度位置,利于后续第一次焊接、第二焊接得以顺利、高质量地执行,确保焊点具有准确的成型位置以及良好的成型形状,另外,还利于检测单元的成像清晰度,进而利于降低后续图像的处理困难度,最终提高检测的速度以及准确度。
附图说明
12.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
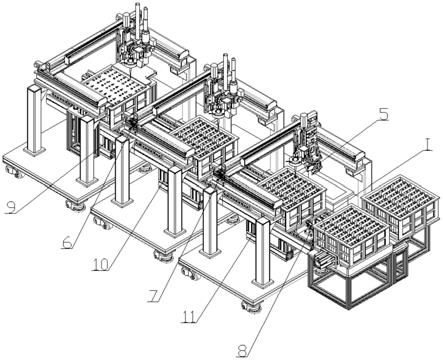
13.图1是本实用新型中锂电池自动封孔线一种视角的立体示意图。
14.图2是本实用新型中锂电池自动封孔线另一种视角的立体示意图。
15.图3是图2的i局部放大图。
16.图4是本实用新型锂电池自动封孔线中第一阻挡限位单元和第一托举工装相对位置关系示意图。
17.图5是本实用新型锂电池自动封孔线中第一托举工装的实际应用状态图(锂电池包料框相对于托顶板处于脱离状态)。
18.图6是本实用新型锂电池自动封孔线中第一托举工装的立体示意图。
19.图7是图6的正视图。
20.1-输送机;2-第一焊接单元;3-第二焊接单元;4-检测单元;5-残次品分拣单元;6-第一阻挡限位单元;7-第二阻挡限位单元;8-第三阻挡限位单元;81-承力板;82-阻挡气缸;9-第一托举工装;91-底板;92-支撑柱;93-托顶板;94-滑套;95-气缸;96-左置限位柱;97-右置限位柱;10-第二托举工装;11-第三托举工装。
具体实施方式
21.在本实用新型的描述中,需要理解的是,术语“前”、“后”、“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
22.下面结合具体实施例,对本实用新型的内容做进一步的详细说明,图1、图2分别示出了本实用新型中锂电池自动封孔线两种不同视角的立体示意图,可知,其主要由输送机1、第一焊接单元2、第二焊接单元3、检测单元4、残次品分拣单元5、第一阻挡限位单元6、第二阻挡限位单元7、第三阻挡限位单元8、第一托举工装9、第二托举工装10以及第三托举工装11等几部分构成。其中,第一焊接单元2、第二焊接单元3、检测单元4以及残次品分拣单元5沿着上下游方向依序布置,且均布置于输送机1的正上方。第一阻挡限位单元6、第二阻挡限位单元7、第三阻挡限位单元8分别一一对应地与第一焊接单元2、第二焊接单元3、检测单元4相配套,协同作用以暂停流经各工位锂电池包料框的输送进程。第一托举工装9、第二托举工装10、第三托举工装11均布置于输送机1的正下方,其分别一一对应地与第一焊接单元2、第二焊接单元3、检测单元4相配套运用,以用来将锂电池料框由输送机1上顶离。
23.锂电池自动封孔线的工作原理大致如下:首先,锂电池包料框被输送至第一焊接工位,第一阻挡限位单元6发生动作以完成对锂电池包料框的限位操作,而后,第一托举工装9发生动作以托起锂电池包料框,直至锂电池包料框与输送机1相脱离,随后,第一焊接单元2发生动作以完成对锂电池包的初步定位焊;锂电池包料框在输送机1输送力的作用下继续流转,直至第二焊接工位,第二阻挡限位单元7发生动作以完成对锂电池包料框的限位操作,而后,第二托举工装10发生动作以托起锂电池包料框,直至锂电池包料框与输送机1相脱离,随后,第二焊接单元2发生动作以完成对锂电池包的固定焊接,最终实现对注液孔的封堵;锂电池包料框在输送机1输送力的作用下继续流转,直至检测工位后,且第三阻挡限位单元8完成对锂电池包料框的限位操作,而后,第三托举工装11发生动作以托起锂电池包料框,直至锂电池包料框与输送机1相脱离,检测单元4发生动作以摄取锂电池包焊接区域图像,借由图像处理器以对摄取的图像进行处理、分析,判定锂电池包上焊点位置以及成型形状是否满足质检标准。当锂电池包被判定为不合格品时,残次品分拣单元5发生动作以即时将其分拣至废料箱中。
24.通过采用上述技术方案进行设置,锂电池自动封孔线在实际应用中至少取得以下几方面的优势,具体表现在:当锂电池包依序在第一焊接工位、第二焊接工位、检测工位停
靠到位后,第一托举工装9、第二托举工装10、第三托举工装11独立地发生动作以对锂电池料框进行托顶直至与输送机1相脱离,确保锂电池包保持于完全水平状态,且具有一正确的高度位置,利于后续第一次焊接、第二焊接得以顺利、高质量地执行,确保焊点具有准确的成型位置以及良好的成型形状,另外,还利于检测单元的成像清晰度,进而利于降低后续图像的处理困难度,最终提高检测的速度以及准确度。
25.由图2中所示可知,第一托举工装9、第二托举工装10以及第三托举工装11的设计结构完全相同。出于节省篇幅方面考虑,在此仅针对于第一托举工装9进行详细说明,其主要由底板91、支撑柱92、托顶板93、滑套94以及气缸95等几部分构成。托顶板93用来直接托举锂电池包料框,且平行地布置于底板91的正上方。支撑柱92的数量设为4个,且呈均布态插配于底板91上。滑套94的数量与支撑柱92的数量相一致,且呈均布态嵌设于托顶板93上(如图4、5、6、7中所示)。当需对锂电池包执行焊接或检测操作时,气缸95启动,驱动托顶板93相背于底板91执行位移运动,与此同时,滑套94始终沿着与之相适配的支撑柱92进行滑移,直至锂电池料框由输送机1脱离;当对锂电池包完成焊接或检测操作后,气缸95再次启动,托顶板93相背于底板91执行位移运动,直至锂电池料框贴触于输送机1上,继续执行流转进程。
26.在此需要说明的是,除了可以选用上述的气缸95来实现对托顶板93的驱动,亦可以根据实际应用场景以及推力大小要求的不同择优选择液压缸、直线电机等其他直线运动元件。
27.另外,由图2中所示还可知,第一阻挡限位单元6、第二阻挡限位单元7以及第三阻挡限位单元8的设计结构完全相同。同样出于节省篇幅方面考虑,在此仅针对于第三阻挡限位单元8进行详细说明,其包括有承力板81和阻挡气缸82。承力板81呈平置状,且固定于输送机1上;阻挡气缸82可拆卸地固定于承力板81上,相对应地,在承力板81上开设有与阻挡气缸82外形相适配的避让缺口(如图3中所示)。阻挡气缸82为整体外购件,用来阻挡锂电池包料框的运动,使锂电池包料框定位于正确位置。当压缩空气通过控制阀进入阻挡气缸82,使其活塞带动挡杆下降,放行被挡住的锂电池包料框。当控制阀放气,活塞在弹簧作用下复位,使下一锂电池包料框被挡住。
28.另外,由图5、6、7中所示还可知,第一托举工装9还包括有左置限位柱96、右置限位柱97。左置限位柱96、右置限位柱97均竖直地插配于托顶板93的上表面,相对应地,在锂电池包料框的底壁上分别开设有与上述左置限位柱96相适配的左置限位孔、与上述右置限位柱97相适配的右置限位孔。且左置限位柱96和左置限位孔之间以及右置限位柱97和右置限位孔之间均为间隙配合关系,且配合公差为g7/h6。以第一焊接工位为例进行说明,当锂电池包料框被转运至第一焊接单元2的正下方后,第一阻挡限位单元8发生动作,以完成对锂电池包料框的初次限位操作,而后,第一托举工装9发生动作以托起锂电池包料框,直至锂电池包料框与输送机1相脱离,与此同时,左置限位柱96、右置限位柱97分别被一一对应地插入左置限位孔、右置限位孔,确保实现对锂电池包料框的精准定位,进而为提升后续所生成焊点的相对位置精度作良好的铺垫。
29.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因
此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1