一种排版机器人的制作方法
1.本实用涉及电池串排版机器人技术领域,特别涉及一种排版机器人。
背景技术:
2.在对电池串加工时,通过机械手将电池串进行位移,对电池串进行剪切,剪带后,通过机械手将电池串在玻璃板上进行排版,实现自动摆串,而后在加热底板上利用热风管的高温气体对电池片进行焊接,用焊带将太阳能电池片进行串焊,适用于批量生产的电池片制造。
3.然而,就目前而言,电池组件的排版机构排版前需要进行剪带、摆串,现有的电池串处理机构中用于摆串、剪带作业中各工序之间的工作较独立,不便于实现连贯的全自动化生产,生产效率较低。
技术实现要素:
4.有鉴于此,本实用提供一种排版机器人,其具有全自动化电池串剪带、排版一体化作用,便于实现电池串加工到排版的全工序自动加工和组装、制造,更好的提高电池串排版效率,降低操作失误率。
5.本实用提供了一种排版机器人,具体包括:排版架;所述排版架的后方设有电池串进料组件,且电池串进料组件包括有第一进料传送带组和第二进料传送带组;所述第一进料传送带组设在排版架的后方左侧;所述第二进料传送带组设在排版架的后方右侧;侧边自动剪带机构,所述侧边自动剪带机构设有两处,两处侧边自动剪带机构分别设在排版架的左前侧上方和右前侧上方;摆串转移组件,所述摆串转移组件设在排版架的中间;电池串出料组件设在排版架的前方中间。
6.可选地,所述排版架的后方两侧面分别设有双入式排版进料区,且双入式排版进料区由左侧进口与右侧进口组成。
7.可选地,所述第一进料传送带组包括有左进口前侧传送带和左进口后侧传送带;左进口前侧传送带和左进口后侧传送带设在双入式排版进料区的左侧进口处,且左进口前侧传送带和左进口后侧传送带的带轮通过同一驱动件同轴驱动。
8.可选地,所述第二进料传送带组包括有右进口前侧传送带和右进口后侧传送带;右进口前侧传送带和右进口后侧传送带设在双入式排版进料区的右侧进口处,且右进口前侧传送带和右进口后侧传送带的带轮通过同一驱动件同轴驱动。
9.可选地,所述摆串转移组件包括有摆串机械手和气动抓手;气动抓手安装在摆串机械手的末端。
10.可选地,所述排版架的前方设有摆串出料台,摆串出料台通过螺栓固定连接在排版架的前侧下方。
11.可选地,所述电池串出料组件设在摆串出料台的上表面上。
12.可选地,所述电池串出料组件包括有第一输出传送带和第二输出传送带;第一输
出传送带和第二输出传送带互相平行设置,且第一输出传送带和第二输出传送带的带轮轴同轴,通过输出端联动驱动件连接并驱动。
13.可选地,所述侧边自动剪带机构包括有电池串自动传送带组、位置传感器和自动剪带器;电池串自动传送带组的前方带体和后方带体外侧均固定连接有位置传感器,且电池串自动传送带组的中间位置上方固定连接有自动剪带器。
14.可选地,所述电池串自动传送带组包括有进端输送带和出侧传送带,且进端输送带与出侧传送带处于同一直线上,出侧传送带位于进端输送带的后方。
15.有益效果
16.根据本实用的各实施例的摆串排版机器人,与传统排版机器人相比,其具有全自动化电池串剪带、排版一体化作用,便于实现电池串加工到排版的全工序自动加工和组装、制造,更好的提高电池串排版效率,降低操作失误率。
17.此外,通过排版架对电池串进料组件、电池串自动传送带组、位置传感器和自动剪带器进行支撑,起到支撑作用,双入式排版进料区的内部还设置有左进口前侧传送带和左进口后侧传送带,用于安装进料组件。
18.此外,通过第一进料传送带组和第二进料传送带组的配合作用,可从两侧同时传入电池串,提高输入效率,将两侧的电池串同时向中间传输,进行集中,便于摆串转移组件对电池串进行抓取、移动。
19.此外,通过气动抓手和摆串机械手的配合,气动抓手抓取电池串,将电池串从第一进料传送带组和第二进料传送带组上抓取,放置在电池串自动传送带组上,进行剪带,剪带后再从电池串自动传送带组上将电池串抓取放置在电池串出料组件上,进行自动排列,提高了摆串效率。
20.此外,通过摆串转移组件将电池串放置在进端输送带上,通过进端输送带运转,将电池串向前方移动,通过位置传感器感应电池串的位置,在电池串移动到合适的位置后控制自动剪带器进行剪切,实现剪带,剪带结束后通过出侧传送带将电池串移动到电池串自动传送带组前方,通过摆串出料台对电池串出料组件进行安装,再通过摆串转移组件将电池串在电池串出料组件上,在电池串出料组件上放置玻璃,并通过摆串转移组件将剪带结束的电池串摆放在玻璃上进行实现摆串进行摆串。
附图说明
21.为了更清楚地说明本实用的实施例的技术方案,下面将对实施例的附图作简单地介绍。
22.下面描述中的附图仅仅涉及本实用的一些实施例,而非对本实用的限制。
23.在附图中:
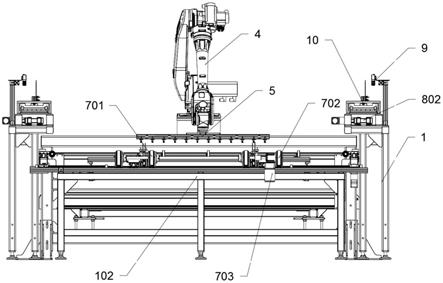
24.图1示出了根据本实用的实施例的摆串排版机器人的整体结构的示意图;
25.图2示出了根据本实用的实施例图1的主视示意图;
26.图3示出了根据本实用的实施例图1的右视示意图;
27.图4示出了根据本实用的实施例电池串出料组件的示意图;
28.图5示出了根据本实用的实施例主体的俯视示意图;
29.图6示出了根据本实用的实施例主体的前视示意图;
30.图7示出了根据本实用的实施例图1的左视示意图。
31.附图标记列表
32.1、排版架;101、双入式排版进料区;102、摆串出料台;2、第一进料传送带组;201、左进口前侧传送带;202、左进口后侧传送带;3、第二进料传送带组;301、右进口前侧传送带;302、右进口后侧传送带;4、摆串机械手;5、气动抓手;7、电池串出料组件;701、第一输出传送带;702、第二输出传送带;703、输出端联动驱动件;8、电池串自动传送带组; 801、进端输送带;802、出侧传送带;9、位置传感器;10、自动剪带器。
具体实施方式
33.为了使得本实用的技术方案的目的、方案和优点更加清楚,下文中将结合本实用的具体实施例的附图,对本实用实施例的技术方案进行清楚、完整的描述。除非另有说明,否则本文所使用的术语具有本领域通常的含义。附图中相同的附图标记代表相同的部件。
34.实施例:请参考图1至图7:
35.本实用提出了一种排版机器人,包括排版架1;排版架1的后方设有电池串进料组件,且电池串进料组件包括有第一进料传送带组2和第二进料传送带组3,如图1所示,排版架1 的后方两侧面分别设有双入式排版进料区101,且双入式排版进料区101由左侧进口与右侧进口组成;通过排版架1对电池串进料组件、电池串自动传送带组8、位置传感器9和自动剪带器10进行支撑,起到支撑作用,双入式排版进料区101的内部还设置有左进口前侧传送带201和左进口后侧传送带202,用于安装进料组件;第一进料传送带组2设在排版架1的后方左侧;第二进料传送带组3设在排版架1的后方右侧;侧边自动剪带机构,侧边自动剪带机构设有两处,两处侧边自动剪带机构分别设在排版架1的左前侧上方和右前侧上方;摆串转移组件,摆串转移组件设在排版架1的中间;电池串出料组件7设在排版架1的前方中间。
36.此外,根据本实用的实施例,如图5所示,第一进料传送带组2包括有左进口前侧传送带 201和左进口后侧传送带202;左进口前侧传送带201和左进口后侧传送带202设在双入式排版进料区101的左侧进口处,且左进口前侧传送带201和左进口后侧传送带202的带轮通过同一驱动件同轴驱动;第二进料传送带组3包括有右进口前侧传送带301和右进口后侧传送带302;右进口前侧传送带301和右进口后侧传送带302设在双入式排版进料区101的右侧进口处,且右进口前侧传送带301和右进口后侧传送带302的带轮通过同一驱动件同轴驱动;通过第一进料传送带组2和第二进料传送带组3的配合作用,可从两侧同时传入电池串,提高输入效率,将两侧的电池串同时向中间传输,进行集中,便于摆串转移组件对电池串进行抓取、移动。
37.此外,根据本实用的实施例,如图2所示,摆串转移组件包括有摆串机械手4和气动抓手5;气动抓手5安装在摆串机械手4的末端;通过气动抓手5和摆串机械手4的配合,气动抓手5抓取电池串,将电池串从第一进料传送带组2和第二进料传送带组3上抓取,放置在电池串自动传送带组8上,进行剪带,剪带后再从电池串自动传送带组8上将电池串抓取放置在电池串出料组件7上,进行排列。
38.此外,根据本实用的实施例,如图3所示,排版架1的前方设有摆串出料台102,摆串出料台102通过螺栓固定连接在排版架1的前侧下方,通过摆串出料台102对电池串出料组件7进行安装,在电池串出料组件7上放置玻璃,并通过摆串转移组件将剪带结束的电池串
摆放在玻璃上,实现摆串。
39.此外,根据本实用的实施例,如图4所示,电池串出料组件7设在摆串出料台102的上表面上;电池串出料组件7包括有第一输出传送带701和第二输出传送带702;第一输出传送带701 和第二输出传送带702互相平行设置,且第一输出传送带701和第二输出传送带702的带轮轴同轴,通过输出端联动驱动件703连接并驱动;通过第一输出传送带701和第二输出传送带702 的作用带动上方的太阳能电池组件制造用组件进行位移并输出,实现出料。
40.此外,根据本实用的实施例,如图3所示,侧边自动剪带机构包括有电池串自动传送带组 8、位置传感器9和自动剪带器10;电池串自动传送带组8的前方带体和后方带体外侧均固定连接有位置传感器9,且电池串自动传送带组8的中间位置上方固定连接有自动剪带器10;电池串自动传送带组8包括有进端输送带801和出侧传送带802,且进端输送带801与出侧传送带802 处于同一直线上,出侧传送带802位于进端输送带801的后方;首先通过摆串转移组件将电池串放置在进端输送带801上,通过进端输送带801运转,将电池串向前方移动,通过位置传感器9感应电池串的位置,在电池串移动到合适的位置后控制自动剪带器10进行剪切,实现剪带,剪带结束后通过出侧传送带802将电池串移动到电池串自动传送带组8前方,再通过摆串转移组件将电池串在电池串出料组件7上进行摆串。
41.本实施例的具体使用方式与作用:本实用中,首先,第一进料传送带组2和第二进料传送带组3连接电池串进口,通过第一进料传送带组2和第二进料传送带组3的配合作用,可从两侧同时传入电池串,提高输入效率,将两侧的电池串同时向中间传输,进行集中,便于摆串转移组件对电池串进行抓取、移动,通过气动抓手5和摆串机械手4的配合,气动抓手 5抓取电池串,将电池串从第一进料传送带组2和第二进料传送带组3上抓取,将电池串使用摆串转移组件放置在进端输送带801上,通过进端输送带801运转,将电池串向前方移动,通过位置传感器9感应电池串的位置,在电池串移动到合适的位置后控制自动剪带器10进行剪切,实现剪带,通过摆串出料台102对电池串出料组件7进行安装,在电池串出料组件7 上放置玻璃,并通过摆串转移组件将剪带结束的电池串摆放在玻璃上,再通过摆串转移组件将电池串在电池串出料组件7上进行摆串,从而实现自动摆串和剪带。
42.最后,需要说明的是,本实用在描述各个构件的位置及其之间的配合关系等时,通常会以一个/一对构件举例而言,然而本领域技术人员应该理解的是,这样的位置、配合关系等,同样适用于其他构件/其他成对的构件。
43.以上所述仅是本实用的示范性实施方式,而非用于限制本实用的保护范围,本实用的保护范围由所附的权利要求确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1