一种拼块电机定子连接板装配机构的制作方法
1.本实用新型是一种拼块电机定子连接板装配机构,属于自动化装备技术领域。
背景技术:
2.随着装配、制造业的快速发展和生活水平的不断提高,人们对产品的质量要求不断提高,从而对加工装配产品提出了更高的要求。传统的连接板装配方法,主要靠人工组装,由于连接板是塑料件,内部有卡扣,在装配时效率低,质量一致性低,甚至出现连接板损坏的情况。没有方便可靠的专用装配设备可以满足市场需求。因此研制一种操作简单,效率高,质量稳定的专业装配机构已是迫在眉睫。
技术实现要素:
3.本实用新型提出的是一种拼块电机定子连接板装配机构,其目的在于解决上述现有技术存在的效率低,质量一致性差,产品易损坏等问题,提出一种拼块电机定子连接板装配机构,具有操作简单安全,效率高质量稳定等特点。
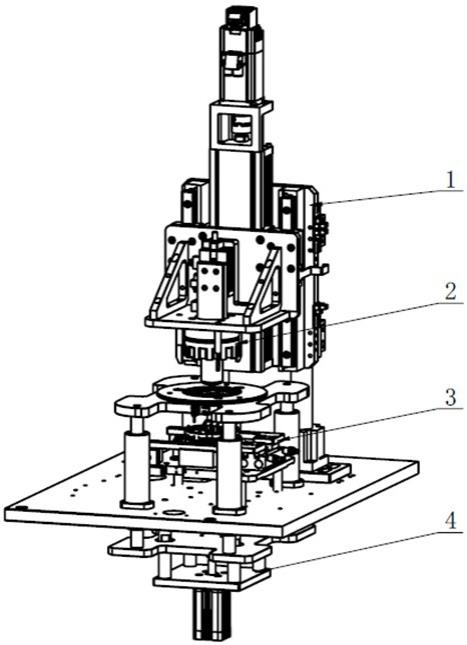
4.本实用新型的技术解决方案:一种拼块电机定子连接板装配机构,其结构包括下压机构1、压头组件2、定位治具3、载具升降机构4;其中压头组件2安装在下压机构上,定位治具3安装在下压机构1中的大底板1-1上、压头组件2正下方,载具升降机构4安装在在大底板1-1背面。
5.所述下压机构1包括大底板1-1、底座板1-2、轴支座1-3、支撑轴1-4、轴连接座1-5、安装板1-6、导轨条1-7、直线导轨1-8、直线模组1-9、伺服电机1-10、连接板1-11、角撑板1-12、固定板1-13;其中所述底座板1-2固定在大底板1-1上;轴支座1-3固定在底座板1-2上,支撑轴1-4安装在轴支座1-3里,轴连接座1-5安装在支撑轴1-4上,安装板1-6安装在轴连接座1-5上,导轨条1-7安装在安装板1-6上,直线导轨1-8安装在导轨条1-7上,直线模组1-9安装在安装板1-6上,伺服电机1-10安装在直线模组1-9上,连接板1-11安装在直线导轨1-8和直线模组1-9上,角撑板1-12固定连接在连接板1-11和固定板1-13。
6.所述压头组件2包括气缸固定板2-1、滑台气缸2-2、气缸连接板2-3、台阶螺丝2-4、连接座2-5、弹簧2-6、压头2-7、压线座2-8、下压杆2-9;其中气缸固定板2-1安装在下压机构1中的固定板1-13上面,下压杆2-9安装在固定板1-13下面;滑台气缸2-2安装在气缸固定板2-1上,气缸连接板2-3安装在滑台气缸2-2上,连接座2-5通过台阶螺丝2-4和弹簧2-6固定在压头2-7上, 压线座2-8安装在压头2-7下方。所述压头组件2采用浮动结构形式,可以吸收1.5mm的间隙误差,主要用来补偿1-11连接板产品本身误差,保证1-11连接板产品装配的准确性,同时可以有效提升设备的使用寿命。
7.所述滑台气缸2-2控制压线座2-8移动,固定并保护电机定子拼块上的线头,保证装配质量;所述下压杆2-9底端为斜角设计,在下压过程中,插进载具升降机构4中的支撑块4-10内,使支撑块4-10后退;所述压头2-7为1-11连接板部件的仿形结构,仿形结构采用高精密一次加工成型,可以精确的保证压头与连接板的贴合,保证装配过程中连接板受力均
匀,避免造成连接板产品的损坏。经验证统计,产品合格率提升15%。
8.所述定位治具3包括支撑柱3-1、夹具安装板3-2、气爪缸3-3、夹头连接板3-4、定位座3-5、夹块3-6、固定块3-7、滑动座3-8、直线轴承3-9、滑动杆3-10;其中支撑柱3-1安装在下压机构1中的大底板1-1上;夹具安装板3-2安装在支撑柱3-1上,气爪缸3-3安装在夹具安装板3-2上,夹头连接板3-4安装在气爪缸3-3上,定位座3-5安装在夹具安装板3-2上,夹块3-6安装在夹头连接板下面,固定块3-7安装在夹具安装板3-2上,滑动座3-8安装在夹头连接板3-4上,直线轴承3-9安装在滑动座3-8内,滑动杆3-10通过直线轴承3-9安装在固定块3-7上。
9.所述载具升降机构4包括气缸4-1、气缸固定板4-2、固定轴4-3、顶升板4-4、连接轴4-5、法兰直线轴承4-6、支撑套筒4-7、载具板4-8、压板4-9、支撑块4-10、轴承4-11、1#弹簧4-12、夹紧块4-13、2#弹簧4-14、定位块4-15;其中固定轴4-3固定在下压机构1中的大底板1-1下面,法兰直线轴承4-6安装在大底板1-1上;气缸4-1安装在气缸固定板4-2上,气缸固定板4-2安装在固定轴4-3上,顶升板4-4安装在连接轴4-5上,法兰直线轴承4-6和支撑套筒4-7滑配在连接轴4-5上,载具板4-8安装在连接轴4-5上,支撑块4-10安装在载具板4-8上,轴承4-11安装在4-10支撑块内,1#弹簧4-12安装在支撑块4-10后端,夹紧块4-13安装在载具板4-8上,2#弹簧4-14安装在夹紧块4-13后端,定位块4-15安装在载具板4-8上,压板4-9安装在载具板4-8上面。
10.本实用新型的有益效果:
11.1) 整套装置结构简单,操作方便,可以显著降低劳动强度和投入成本。
12.2) 整套装置自动化程度高,人工只是辅助自动上下料,全过程自动化,有效提升生产效率,生产效率提升30%。
13.3) 整套装置过程全自动,避免人为因素干扰,有效提升产品质量,产品合格率提升15%。
14.4) 下压机构采用电驱动伺服模组的方式,有效提升机构柔性,可以兼容多种不同型号产品,同时可以实时监控位移和速度,保证产品质量。
15.5)压头组件2采用浮动结构形式,可以吸收1.5mm的间隙误差,用来补偿连接板产品本身误差,保证连接板产品装配的准确性,同时可以有效提升设备的使用寿命。
16.6)压头为连接板部件的仿形结构,仿形结构采用高精密一次加工成型,可以精确的保证压头与连接板的贴合,保证装配过程中连接板受力均匀,避免造成连接板产品的损坏。经验证统计,产品合格率提升15%。
附图说明
17.附图1是一种拼块电机定子连接板装配机构。
18.附图2是下压机构结构示意图。
19.附图3是压头组件结构示意图。
20.附图4是定位治具结构示意图。
21.附图5是载具升降组件结构示意图。
22.附图6是载具升降组件结构示意图。
23.其中1是下压机构,2是压头组件,3是定位治具机构, 4是治具台升降组件;1-1是
大底板,1-2是底座板,1-3是轴支座,1-4是支撑轴,1-5是轴连接座,1-6是安装板,1-7是导轨条,1-8是直线导轨,1-9是直线模组,1-10是伺服电机,1-11是连接板,1-12是角撑板,1-13是固定板;2-1是气缸固定板,2-2是滑台气缸,2-3是气缸连接板,2-4是台阶螺丝,2-5是连接座,2-6是弹簧,2-7是压头,2-8是压线座,2-9是下压杆;3-1是支撑柱,3-2是夹具安装板,3-3是气爪缸,3-4是夹头连接板,3-5是定位座,3-6是夹块,3-7是固定块,3-8是滑动座,3-9是直线轴承,3-10是滑动杆;4-1是气缸,4-2是气缸固定板,4-3是固定轴,4-4是顶升板,4-5是连接轴,4-6是法兰直线轴承,4-7是支撑套筒,4-8是载具板,4-9是压板,4-10是支撑块,4-11是轴承,4-12是弹簧,4-13是夹紧块,4-14是弹簧,4-15是定位块。
具体实施方式
24.下面结合附图对本实用新型技术方案进一步说明
25.如图1所示一种拼块电机定子连接板装配机构,其特征是包括下压机构1,压头组件2,定位治具3,载具升降机构4;其中压头组件2固定在下压机构1的固定板1-13上,定位治具3固定在下压机构1的大底板1-1上,载具升降机构4固定在下压机构1的大底板1上。
26.如图2所示,所述的下压机构1位于整体机构的后端,包括大底板1-1,底座板1-2,轴支座1-3,支撑轴1-4,轴连接座1-5,安装板1-6,导轨条1-7,直线导轨1-8,直线模组1-9,伺服电机1-10,连接板1-11,角撑板1-12,固定板1-13。其中,底座板1-2固定在大底板1-1上;轴支座1-3固定在底座板1-2上,支撑轴1-4固定在轴支座1-3里,轴连接座1-5固定在支撑轴1-上,安装板1-6固定在轴连接座1-5上,导轨条1-7固定在安装板1-6上,直线导轨1-8固定在导轨条1-7上,直线模组1-9固定在安装板1-6上,伺服电机1-10固定在直线模组1-9上,连接板1-11固定在直线导轨1-8和直线模组1-9上,角撑板1-12固定在连接板1-11上,固定板1-13固定在角撑板1-12上。通过伺服电机和滑轨模组的组合,可以使机构的运动精度达到
±
0.02mm
27.进一步的,所述的直线导轨1-8优选的是上银品牌,优选型号为egf25ca1r280z0h。所述的直线模组1-9优选的是上银品牌,优选型号为kk8610c-340a1-f0c。所述的伺服电机1-10优选的是西门子品牌,优选型号为1fl6034-2af21-1ab1。
28.如图3所示,所述的压头组件2包括气缸固定板2-1,滑台气缸2-2,气缸连接板2-3,台阶螺丝2-4,连接座2-5,弹簧2-6,压头2-7,压线座2-8,下压杆2-9。其中利用滑台气缸2-2单独控制压线座2-8,起到固定并保护电机定子拼块上的线头,保证装配质量;同时利用下压杆2-9的外形斜度,在下压过程中,插进载具升降机构4的支撑块4-10内,使支撑块4-10后退,产品实现自动脱离载具,最后利用压头2-7仿形的优点,完成连接板与定子的装配。
29.进一步的,所述的滑台气缸2-2优选的是亚德客品牌,优选型号为hlq12x10sa。
30.如图4所示,所述的定位治具3包括支撑柱3-1,夹具安装板3-2,气爪缸3-3,夹头连接板3-4,定位座3-5,夹块3-6,固定块3-7,滑动座3-8,直线轴承3-9,滑动杆3-10。其中支撑柱3-1固定在大底板1-1上;夹具安装板3-2固定在支撑柱3-1上,气爪缸3-3固定在夹具安装板3-2上,夹头连接板3-4固定在气爪缸3-3上,定位座3-5固定在夹具安装板3-2上,夹块3-6固定在夹头连接板下面,固定块3-7固定在夹具安装板3-2上,滑动座3-8固定在夹头连接板3-4上,直线轴承3-9固定在滑动座3-8内,滑动杆3-10通过直线轴承3-9固定在固定块3-7上。利用气爪缸3-3使治具具有张开夹紧的功能,并通过定位座3-5进行中心定位,把拼块定
子固定在定位治具3上,操作方便,定位精准。
31.进一步的,所述的气爪缸3-3优选的是smc品牌,优选型号为mhf2-16d1。所述的直线轴承3-9优选的是米思米品牌,优选型号为lmu8。
32.如图5所示,所述的载具升降机构4包括气缸4-1,气缸固定板4-2,固定轴4-3,顶升板4-4,连接轴4-5,法兰直线轴承4-6,支撑套筒4-7,载具板4-8,压板4-9,支撑块4-10,轴承4-11,弹簧4-12,夹紧块4-13,弹簧4-14,定位块4-15。其中固定轴4-3固定在大底板1-1下面,法兰直线轴承4-6固定在大底板1-1上;气缸4-1固定在气缸固定板4-2上,气缸固定板4-2固定在固定轴4-3上,顶升板4-4固定在连接轴4-5上,法兰直线轴承4-6和支撑套筒4-7滑配在连接轴4-5上,载具板4-8固定在连接轴4-5上,支撑块4-10固定在载具板4-8上,轴承4-11固定在4-10支撑块内,弹簧4-12固定在支撑块4-10后端,夹紧块4-13固定在载具板4-8上,弹簧4-14固定在夹紧块4-13后端,定位块4-15固定在载具板4-8上,压板4-9固定在载具板4-8上面。利用气缸4-1实现载具可升降的功能,载具升降机构4在上位时,方便定位治具3放置拼块定子和载具升降机构4放置连接板,上料完成后,载具升降机构4下降使连接板至定位治具3的拼块定子上,最终由下压机构1完成装配。
33.进一步的,气缸4-1优选的是亚德客品牌,优选型号为ace32x50sb。法兰直线轴承4-6优选的是怡合达品牌,优选型号为lmq22-d20。
34.本实用新型所提出的一种拼块电机定子连接板装配机构,结构合理;整个装配过程只需人工简单的上下料,操作简单安全;并且本机构易于和机器人及其他自动上下料机构对接,实现设备升级进行全自动化的装配;装配过程自动完成,减少人为因素影响; 同时利用伺服电机与滑轨模组的优势,整个机构运行精度达到
±
0.02mm,装配过程速度快,效率高;同时仿形压头与压线座的使用,既保证了装配质量又有效保护产品不受损伤。
35.以上所述是本实用新型的优选实施方式,并非因此限制本实用新型专利的专利范围,凡是利用本实用新型说明书及附图内容进行等效结构变换或修饰均应认为落入本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1