汽车电线隔热用的复合波纹管以及制造方法与流程
1.本发明涉及波纹管,尤其涉及汽车电线隔热用的复合波纹管以及制造方法。
背景技术:
2.汽车内设有大量用于传输信号和能量的电线。其中,位于发动机舱内特别是排气侧的电线,由于温度极高,需在电线外套上波纹管。现有的波纹管由塑料波纹管(pa9t材料)内管和电镀在塑料波纹管外的铝层组成,其具有良好的耐磨和隔热性能,但其由于pa9t材料的物理特性,极限弯曲直径大且弯曲后易回弹。而随着汽车越来越智能、装配零件越来越多,发动舱变得越来越拥挤,舱内电线的弯曲走向越来越多,且弯曲度越来越大,这将导致波纹管断裂或割破的风险。
技术实现要素:
3.为了解决现有波纹管极限弯曲直径大且弯曲后易回弹,在狭小的发动机舱内走线时易断裂或割破的技术问题,本发明的目的在于提供汽车电线隔热用的复合波纹管。
4.本发明是通过以下技术方案实现的:
5.汽车电线隔热用的复合波纹管,包括波纹管本体,所述波纹管本体由复合基材以一定倾角缠绕在成形辊上热压成型而成,所述复合基材以一定倾角缠绕在成形辊上时,其宽度方向上的一侧部分叠合在其宽度方向上的另一侧上,所述复合基材包括自上而下层叠设置的第一铝箔层、第一胶水层、玻纤层、第二胶水层和第二铝箔层。
6.进一步地,所述一定倾角的取值范围为:40
°
~50
°
;所述复合基材左右侧叠合的部分占所述复合基材的10%~15%;和/或所述复合基材的宽度取值范围为:13mm~17mm;和/或所述玻纤层的厚度取值范围为:0.18mm~0.22mm;和/或所述第一铝箔层和所述第二铝箔层的厚度取值范围为:0.08mm~0.12mm;和/或所述第一胶水层和所述第二胶水层的厚度取值范围为:0.018mm~0.022mm。
7.为了解决现有波纹管极限弯曲直径大且弯曲后易回弹,在狭小的发动机舱内走线时易断裂或割破的技术问题,本发明的目的在于提供汽车电线隔热用的复合波纹管,并相应公开了一种汽车电线隔热用复合波纹管的制造方法,包括如下步骤:
8.制作复合基材;
9.在复合基材的宽度一侧涂上胶水;
10.复合基材以一定倾角缠绕在成形辊上,使复合基材未涂胶水的一侧部分叠合在其已涂胶水的一侧上;
11.缠绕有复合基材的成形辊进入热压设备,热压设备上的凹凸槽与成形辊上的凹凸槽配合挤压复合基材形成波纹管。
12.进一步地,所述复合基材未涂胶水的一侧与已涂胶水的一侧重叠的部分占所述复合基材的10%~15%;
13.进一步地,所述一定倾角的取值范围为:40
°
~50
°
,和/或所述复合基材的宽度取
值范围为:13mm~17mm。
14.进一步地,所述复合基材包括自上而下层叠设置的第一铝箔层、第一胶水层、玻纤层、第二胶水层和第二铝箔层;
15.所述复合基材的制作,包括如下步骤:
16.玻纤层移动通过胶水槽,从而在其上下侧分别形成第一胶水层和第二胶水层;
17.在所述第一胶水层的上侧铺设第一铝箔层,以及在所述第二胶水层的下侧铺设第二铝箔层,复合基材初步成型;
18.初步成型的复合基材依次通过一级热压琨、二级热压琨和三级热压琨;
19.冷却后,复合基材最终成型。
20.进一步地,所述初步成型的复合基材匀速通过所述一级热压琨、所述二级热压琨和所述三级热压琨;和/或所述初步成型的复合基材以4.3m/min~4.7m/min的速度移动通过所述一级热压琨、所述二级热压琨和所述三级热压琨。
21.进一步地,所述一级热压琨的温度低于所述二级热压琨的温度,所述二级热压琨的温度低于所述三级热压琨的温度;所述一级热压琨的压力低于所述二级热压琨的压力,所述二级热压琨的压力低于所述三级热压琨的压力。
22.进一步地,所述一级热压琨的温度大小为:99℃~105℃;所述二级热压琨的温度大小为:145℃~155℃;所述三级热压琨的温度大小为:170℃~180℃。
23.进一步地,所述一级热压琨的压力大小为:0.48bar~0.52bar;所述二级热压琨的压力大小为:0.54bar~0.56bar;所述三级热压琨的压力大小为:0.59bar~0.61bar。
24.与现有技术相比,本发明具有如下优点:
25.本汽车电线隔热用的复合波纹管通过各层材料独特的物理属性以及厚度的合理选择,使该复合波纹管具有良好的耐磨和隔热性能外,还具有良好的柔软度和塑形效果,且其弯曲后可保持弯曲状态不回弹,可良好适应狭小空间的复杂走线和弯曲度大的走线,避免断裂或割破。
附图说明
26.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
27.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
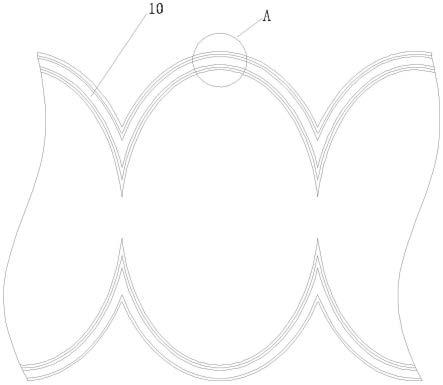
28.图1是实施例公开的汽车电线隔热用的复合波纹管的剖视图;
29.图2是图1中a处的局部放大图;
30.图3-图5是实施例公开汽车电线隔热用复合波纹管的制造方法的流程示意图。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于
本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.实施例:如图1-2所示,该汽车电线隔热用的复合波纹管,包括波纹管本体10,所述波纹管本体10由复合基材20以一定倾角缠绕在成形辊上热压成型而成,所述复合基材20以一定倾角缠绕在成形辊上时,其宽度方向上的一侧部分叠合在其宽度方向上的另一侧,所述复合基材20包括自上而下层叠设置的第一铝箔层201、第一胶水层202、玻纤层203、第二胶水层204和第二铝箔层205。具体地,所述一定倾角的取值范围为:40
°
~50
°
,所述复合基材20左右侧的叠合部分占所述复合基材20的10%~15%,所述复合基材20的宽度为15mm,所述玻纤层203的厚度为0.2mm,所述第一铝箔层201和所述第二铝箔层205的厚度均为0.1mm,所述第一胶水层202和所述第二胶水层204的厚度均为0.02mm。其中,所述复合基材20的宽度除了上述取值外,还可取13mm~17mm内的任一数值;所述玻纤层203的厚度除了上述取值外,还可取0.18mm~0.22mm内的任一数值,所述第一铝箔层201和所述第二铝箔层205的厚度除了上述取值外,还可取0.08mm~0.12mm内的任一数值;所述第一胶水层202和所述第二胶水层204的厚度除了上述取值外,还可取0.018mm~0.022mm内的任一数值。
33.上述复合波纹管中,所述第一铝箔层201用于反射热源满足隔热要求,所述玻纤层203起支撑作用避免所述第一铝箔变形破损以满足耐磨要求,所述第二铝箔层205用于包覆所述玻纤层203,起保护作用,避免该复合波纹管破裂时所述玻纤层203的散开。具体地,以管径为10cm的成品复合波纹管为例,其耐磨和隔热性能与现有的管径为10cm的波纹管基本持平,且极限弯曲半径低至2cm,而现有的管径为10cm的波纹管,其极限弯曲半径则为10cm。
34.综上可知,该复合波纹管采用上述结构,利用各层材料独特的物理属性以及厚度的合理选择,使该复合波纹管具有良好的耐磨和隔热性能外,还具有良好的柔软度和塑形效果,且其弯曲后可保持弯曲状态不回弹,可良好适应狭小空间的复杂走线和弯曲度大的走线,避免断裂或割破。
35.相应地,如图3-5所示,该汽车电线隔热用复合波纹管的制造方法,包括如下步骤:
36.制作复合基材20,具体地,所述复合基材20的宽度为15mm;
37.在复合基材20的宽度一侧涂上胶水30;
38.复合基材20以一定倾角缠绕在成形辊50上,使复合基材20未涂胶水的一侧部分叠合在其已涂胶水的一侧上,具体地,所述一定倾角的取值范围为:40
°
~50
°
,所述复合基材20未涂胶水的一侧与已涂胶水的一侧重叠的部分占所述复合基材20的10%~15%;
39.缠绕有复合基材20的成形辊50进入热压设备60,热压设备60上的凹凸槽与成形辊50上的凹凸槽配合挤压复合基材20形成波纹管。
40.其中,所述复合基材20的制作,步骤如下:
41.玻纤层203移动通过胶水槽40,从而在其上下侧分别形成第一胶水层202和第二胶水层204;
42.在所述第一胶水层202的上侧铺设第一铝箔层201,以及在所述第二胶水层204的下侧铺设第二铝箔层205,复合基材20初步成型;
43.初步成型的复合基材20依次通过一级热压琨70、二级热压琨80和三级热压琨90,使第一铝箔层201、第一胶水层202、玻纤层203、第二胶水层204和第二铝箔层205紧密贴合,其中,所述初步成型的复合基材20以4.5m/min的速度匀速通过所述一级热压琨70、所述二
级热压琨80和所述三级热压琨90,所述一级热压琨70的温度低于所述二级热压琨80的温度,所述二级热压琨80的温度低于所述三级热压琨90的温度,所述一级热压琨70的压力低于所述二级热压琨80的压力,所述二级热压琨80的压力低于所述三级热压琨90的压力,具体地,所述一级热压琨70的温度为100℃,压力为0.5bar,所述二级热压琨80的温度为150℃,压力为0.55bar,所述三级热压琨90的温度为175℃,压力为0.6bar;
44.冷却后,复合基材20最终成型。
45.当然,所述初步成型的复合基材20除了以上述速度移动外,还可以4.3m/min~4.7m/min内的任一速度移动;所述一级热压琨70的温度除了上述取值外,还可取99℃~105℃内的任一数值,所述一级热压琨70的压力除了上述取值外,还可取0.48bar~0.52bar内的任一数值;所述二级热压琨80的温度除了上述取值外,还可取145℃~155℃内的任一数值,所述二级热压琨80的压力除了上述取值外,还可取0.54bar~0.56bar内的任一数值;所述三级热压琨90的温度除了上述取值外,还可取170℃~180℃内的任一数值,所述三级热压琨90的压力除了上述取值外,还可取0.59bar~0.61bar内的任一数值。
46.采用上述制造方法制造出来的复合波纹管由于各层材料独特的物理属性以及厚度的合理选择,使该复合波纹管具有良好的耐磨和隔热性能外,还具有良好的柔软度和塑形效果,且其弯曲后可保持弯曲状态不回弹,可良好适应狭小空间的复杂走线和弯曲度大的走线,避免断裂或割破的风险。且该制造方法工序简单、操作难度低、生产效率高。
47.应当理解的是,本发明中采用术语“第一”、“第二”等来描述各种信息,但这些信息不应限于这些术语,这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本发明范围的情况下,“第一”信息也可以被称为“第二”信息,类似的,“第二”信息也可以被称为“第一”信息。此外,术语“圆心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
48.如上所述是结合具体内容提供的一种或多种实施方式,并不认定本发明的具体实施只局限于这些说明。凡与本发明的方法、结构等近似、雷同,或是对于本发明构思前提下做出若干技术推演,或替换都应当视为本发明的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1