一种自动贴片机的制作方法
1.本发明涉及pcb板贴片加工技术领域,特别涉及一种自动贴片机。
背景技术:
2.贴片机又称“贴装机”、“表面贴装系统”(surfacemountsystem),在生产线中,它配置在点胶机或丝网印刷机之后,是通过移动贴装头把表面贴装元器件准确地放置pcb焊盘上的一种设备,分为手动和全自动两种。全自动贴片机是用来实现高速、高精度地全自动地贴放元器件的设备,是整个smt(表面贴装技术
‑
surfacemountedtechnology的缩写)生产中最关键、最复杂的设备。贴片机是smt的生产线中的主要设备,贴片机已从早期的低速机械贴片机发展为高速光学对中贴片机,并向多功能、柔性连接模块化发展。
3.但是现有的贴片机自动化程度不高,只能够实现贴装的自动化,不能够实现原料以及pcb板上料的自动化,造成生产效率较低,并且不能够适应不同尺寸的pcb板进行贴片加工,因此亟需本技术的技术方案来解决上述问题。
技术实现要素:
4.本发明的目的在于克服上述现有技术的不足,提供一种自动贴片机,能够实现送料和贴装的自动化以及能够对不同尺寸的pcb板进行贴装,使得生产效率高。
5.本发明是这样实现的,提供一种自动贴片机,包括机台,所述机台前后两端分别设有显示器和可轴向转动的安全门,所述机台内设有进料机构、x轴轨道、y轴轨道、站位基座、工业相机和贴片头,所述贴片头安装在y轴轨道侧面,所述y轴轨道安装在x轴轨道上,每个所述站位基座上放置有多个元件被贴片头吸取,所述贴片头吸取元件对进料机构输送的pcb板进行贴装作业,所述工业相机设在站位基座侧面,工业相机对元件在站位基座上的位置进行记录,所述贴片头包括花键轴、安装在花键轴末端的吸嘴、z轴电机和r轴电机,所述z轴电机使得花键轴上下移动,所述r轴电机使得花键轴水平转动。
6.进一步的,所述站位基座设有两组,每组所述站位基座对应设在安全门下方。
7.进一步的,所述进料机构包括底板,所述底板上安装有两组夹板机构,一组所述夹板机构的外侧安装有吸嘴盒和抛料盒,一组所述夹板机构的内侧安装有止挡机构、顶板机构和感应器,另一组所述夹板机构的外侧底板上固定有ic托盘,所述夹板机构内设有通过传送电机驱动的平皮带,两组所述夹板机构的两端内部均横穿过线性导轨和滚珠丝杆,所述滚珠丝杆的一端安装有同步轮。
8.进一步的,一组所述夹板机构是固定在底板上的,另一组所述夹板机构随着滚珠丝杆的转动会产生移动。
9.进一步的,所述同步轮通过同步带被调宽电机驱动,当调宽电机驱动时带动滚珠丝杆转动使得另一组夹板机构产生移动,从而调节两组夹板机构之间的间距,采用气缸用来夹紧不同尺寸的pcb板。
10.进一步的,所述y轴轨道底部两端分别固定有轨道基座,所述轨道基座在x轴轨道
上滑动,所述工业相机固定在轨道基座外侧。
11.进一步的,所述贴片头通过托架安装在y轴轨道侧面,所述r轴电机一侧还安装有标记相机,所述r轴电机设有两个,每个所述r轴电机通过皮带带动三根花键轴水平转动。
12.进一步的,所述贴片头通过在x轴轨道和y轴轨道上移动,到达站位基座上方通过吸嘴吸取元件,在移动过程中标记相机连续拍照记录pcb板的标记点信息,经过机台内的控制模块处理后,r轴电机带动花键轴旋转角度,z轴电机通过皮带驱动花键轴向下贴装,完成贴装动作。
13.进一步的,所述控制模块包括相互连接的电源、工控机和控制卡。
14.综上所述,由于采用了上述技术方案,本发明的有益效果是:设置的x轴轨道和y轴轨道使得贴片头灵活移动,将站位基座上的工件提取到pcb板上进行贴片组装,贴片头包括花键轴、安装在花键轴末端的吸嘴、z轴电机和r轴电机,z轴电机使得花键轴上下移动,r轴电机使得花键轴水平转动,能够提高元件安装的精准度和效率;设置的进料机构能够实现pcb板的自动送料,并且满足不同尺寸pcb板的夹装,从而保证生产效率高。
附图说明
15.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
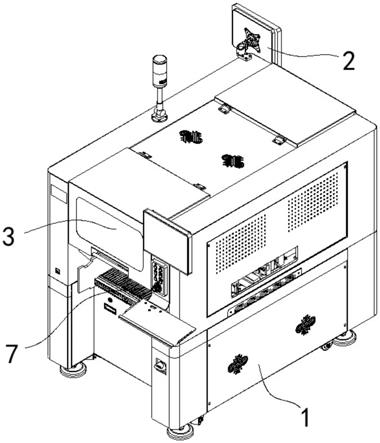
16.图1是本发明实施例的自动贴片机的立体结构示意图。
17.图2是图1所示实施例的自动贴片机的内部立体结构示意图。
18.图3是图2所示实施例的自动贴片机的俯视结构示意图。
19.图4是图2所示实施例的自动贴片机中进料机构爆炸结构示意图。
20.图5是图2所示实施例的自动贴片机中贴片头立体结构示意图。
21.图6是图5所示实施例的贴片头中花键轴与r轴电机连接关系立体结构示意图。
22.图7是本发明实施例的自动贴片机中控制模块原理结构示意图。
具体实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
25.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
26.如图1
‑
6所示,该实施例的自动贴片机,包括机台1,机台1前后两端分别设有显示器2和可轴向转动的安全门3,其中,安全门3通过铰链与机台1的外壳连接,这样使得安全门3可以开关,保证贴片机运行过程的安全,优选地,安全门3内镶嵌有防爆玻璃,这样能够观察机台1内部状态。机台1内设有进料机构4、x轴轨道5、y轴轨道6、站位基座7、工业相机8和贴片头9,具体的,x轴轨道5采用滚珠丝杆传动方式,负责x轴方向的运动调节;y轴轨道6使用直线电机传动方式,负责y轴方向的运动调节;贴片头9安装在y轴轨道6侧面,y轴轨道6安装在x轴轨道5上,每个站位基座7上放置有多个元件被贴片头9吸取,贴片头9吸取元件对进料机构4输送的pcb板进行贴装作业,工业相机8设在站位基座7侧面,工业相机7对元件在站位基座7上的位置进行记录,具体的,工业相机采用六目相机,提升记录的效率。贴片头9包括花键轴91、安装在花键轴91末端的吸嘴92、z轴电机93和r轴电机94,z轴电机93使得花键轴91上下移动,r轴电机94使得花键轴91水平转动,整体上能够保证吸嘴92在x、y、z轴上移动以及水平的转动,使得结构灵活性高,吸嘴92外接气源具有真空度来吸取元件。
27.本实施例中,站位基座7设有两组,每组站位基座7对应设在安全门3下方,两组站位基座7共有48站来放置元件,具体的,元件通过机器臂整齐的放置在站位基座7上。
28.如图3
‑
4所示,进料机构4包括底板41,底板41上安装有两组夹板机构42,一组夹板机构42的外侧安装有吸嘴盒43和抛料盒44,一组夹板机构42的内侧安装有止挡机构45、顶板机构46和感应器47,另一组夹板机构42的外侧底板上固定有ic托盘48,ic托盘48用于放置ic芯片。夹板机构42内设有通过传送电机49驱动的平皮带,两组夹板机构42的两端内部均横穿过线性导轨50和滚珠丝杆51,滚珠丝杆51的一端安装有同步轮52,在使用时,开始贴片后适当调整pcb板输送宽度(+0.5mm);感应器47感应pcb板后开始传送至止挡机构45,夹板机构42的气缸工作将pcb板夹紧;pcb板大的话可以使用顶板机构46辅助贴装。
29.本实施例中,一组夹板机构42是固定在底板41上的,另一组夹板机构42随着滚珠丝杆51的转动会产生移动,同步轮52通过同步带53被调宽电机54驱动,当调宽电机54驱动时带动滚珠丝杆51转动使得另一组夹板机构42产生移动,从而调节两组夹板机构42之间的间距,采用气缸55用来夹紧不同尺寸的pcb板。
30.本实施例中,y轴轨道6底部两端分别固定有轨道基座61,轨道基座61在x轴轨道5上滑动,工业相机8固定在轨道基座61外侧,能够对轨道基座61上的元件数量以及状态进行记录。
31.本实施例中,贴片头9通过托架97安装在y轴轨道6侧面,r轴电机94一侧还安装有标记相机95,r轴电机94设有两个,每个r轴电机94通过皮带96带动三根花键轴91水平转动,贴片头9通过在x轴轨道5和y轴轨道6上移动,到达站位基座7上方通过吸嘴92吸取元件,在
移动过程中标记相机95连续拍照记录pcb板的标记点信息,经过机台1内的控制模块处理后,r轴电机94带动花键轴91旋转角度,z轴电机93通过皮带驱动花键轴91向下贴装,完成贴装动作。
32.如图7所示,控制模块包括相互连接的电源、工控机和控制卡,其中,控制卡能够控制进料机构4、x轴轨道5、y轴轨道6、工业相机8和贴片头9,使得自动化的贴装。
33.以上是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1