一种玻璃纤维铝合金层状复合板的制备方法与流程
1.本发明涉及层状复合板材制备技术领域,具体涉及一种玻璃纤维铝合金层状复合板的制备方法。
背景技术:
2.铝合金在航天器上应用广泛,现有铝合金已经可以满足大部分的航天器用材料的需求,但在减重、增寿、低成本的严峻竞争形势下,国际航空公司一直致力于寻找更符合飞机结构用的新材料。一方面由于抗冲击性较差等因素制约着复合材料在飞机结构中的全面应用,另一方面因为金属材料其疲劳性能较差,近年来在飞机结构中的应用趋于降低。玻璃纤维/铝合金复合层板作为一种新型的纤维与金属的混合体复合材料因其兼具有复合材料和金属的优点,从发展开始便受到业内人士的广泛关注,并在航空航天船舶等领域到了成功的应用。以大型客机a380为例,玻璃纤维/铝合金复合层板作为其机身、机翼蒙皮的主要材料已被大面积应用,约占全机重量的3%,蒙皮面积约为500m2,与铝合金相比减重达到25%以上,但传统技术中玻璃纤维与铝合金一直存在复合困难的问题。
3.因此,获得一种新型的兼具纤维与金属优点的混合体复合材料,在实现飞机减重需求的同时,还可解决玻璃纤维与铝合金复合困难的问题。同时,建立独立自主的先进玻璃纤维/铝合金复合层板技术体系,针对以应用为导向的关键基础问题研究,对于支撑国家重大战略需求和经济发展意义重大。
技术实现要素:
4.本发明的目的是为了解决传统技术中玻璃纤维与铝合金一直存在复合困难,以及飞机机身需要减重的问题,而提供一种玻璃纤维铝合金层状复合板的制备方法。
5.一种玻璃纤维铝合金层状复合板的制备方法,按以下步骤进行:
6.一、将铝合金板锯切,得到长度为200~1200mm、宽度为200~1200mm和厚度为0.2~1.5mm的铝合金薄板,再将锯切后的铝合金薄板进行磷酸阳极化处理;然后将玻璃纤维预浸料剪取成与铝合金薄板相同的尺寸;
7.二、将经磷酸阳极化处理后的铝合金薄板的表面进行涂胶,然后与剪取后的玻璃纤维预浸料进行铺层,得到铝合金玻璃纤维复合层板;铺层顺序依次为铝合金薄板/玻璃纤维预浸料/铝合金薄板/玻璃纤维预浸料/铝合金薄板;
8.三、将铝合金玻璃纤维复合层板置于热压设备内,在100~150℃的温度条件下保温60~120min,然后升温至160~210℃,并在160~210℃下继续保温120~180min,保温结束后泄压,出炉空冷,将出炉后的铝合金玻璃纤维复合层板切边后,得到玻璃纤维铝合金层状复合板。
9.本发明的有益效果:
10.(1)本发明一种玻璃纤维铝合金层状复合板的制备方法,对铝合金薄板表面进行磷酸阳极化处理和涂胶处理,并与玻璃纤维预浸料进行对称铺层以及热压复合处理,制备
得到的玻璃纤维铝合金层状复合板,同时具有玻璃纤维的韧性以及铝合金的强度和硬度,兼具有纤维和金属的优点,并且具有良好的界面剪切结合强度,解决传统技术中玻璃纤维与铝合金一直存在复合困难,以及飞机机身需要减重的问题。
11.(2)本发明获得一种新型的兼具纤维与金属优点的混合体复合材料,克服了纤维与金属复合技术的难题,实现玻璃纤维铝合金层状复合板材的量产,生产的玻璃纤维铝合金层状复合板广泛应用于航空、航天和船舶等技术领域,并可实现机体、舰体自身的减重。
12.本发明可获得一种玻璃纤维铝合金层状复合板的制备方法。
附图说明
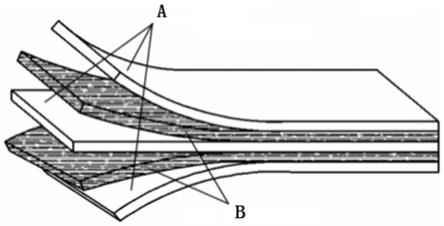
13.图1为本发明一种玻璃纤维铝合金层状复合板的其中一种铺层方式图,a代表铝合金薄板,b代表玻璃纤维预浸料。
14.图2为本发明制备的玻璃纤维铝合金层状复合板试样。
15.图3为本发明制备的玻璃纤维铝合金层状复合板中玻璃纤维和铝合金之间界面结合图,al代表铝合金薄板,gf/ep代表玻璃纤维预浸料。
具体实施方式
16.具体实施方式一:本实施方式一种玻璃纤维铝合金层状复合板的制备方法,按以下步骤进行:
17.一、将铝合金板锯切,得到长度为200~1200mm、宽度为200~1200mm和厚度为0.2~1.5mm的铝合金薄板,再将锯切后的铝合金薄板进行磷酸阳极化处理;然后将玻璃纤维预浸料剪取成与铝合金薄板相同的尺寸;
18.二、将经磷酸阳极化处理后的铝合金薄板的表面进行涂胶,然后与剪取后的玻璃纤维预浸料按照图1的方式进行铺层,得到铝合金玻璃纤维复合层板;铺层顺序依次为铝合金薄板/玻璃纤维预浸料/铝合金薄板/玻璃纤维预浸料/铝合金薄板;
19.三、将铝合金玻璃纤维复合层板置于热压设备内,在100~150℃的温度条件下保温60~120min,然后升温至160~210℃,并在160~210℃下继续保温120~180min,保温结束后泄压,出炉空冷,将出炉后的铝合金玻璃纤维复合层板切边后,得到玻璃纤维铝合金层状复合板。
20.本实施方式的有益效果:
21.(1)本实施方式一种玻璃纤维铝合金层状复合板的制备方法,对铝合金薄板表面进行磷酸阳极化处理和涂胶处理,并与玻璃纤维预浸料进行对称铺层以及热压复合处理,制备得到的玻璃纤维铝合金层状复合板,同时具有玻璃纤维的韧性以及铝合金的强度和硬度,兼具有纤维和金属的优点,并且具有良好的界面剪切结合强度,解决传统技术中玻璃纤维与铝合金一直存在复合困难,以及飞机机身需要减重的问题。
22.(2)本实施方式获得一种新型的兼具纤维与金属优点的混合体复合材料,克服了纤维与金属复合技术的难题,实现玻璃纤维铝合金层状复合板材的量产,生产的玻璃纤维铝合金层状复合板广泛应用于航空、航天和船舶等技术领域,并可实现机体、舰体自身的减重。
23.具体实施方式二:本实施方式与具体实施方式一不同点是:步骤一中采用数控铣
的方式将铝合金板锯切。
24.其他步骤与具体实施方式一相同。
25.具体实施方式三:本实施方式与具体实施方式一或二不同点是:步骤一中将铝合金板锯切,得到长度为400mm、宽度为400mm和厚度为0.3mm的铝合金薄板。
26.其他步骤与具体实施方式一或二相同。
27.具体实施方式四:本实施方式与具体实施方式一至三之一不同点是:步骤一中将锯切后的铝合金薄板进行磷酸阳极化处理的步骤如下:
28.(1)先用丙酮溶液擦拭铝合金薄板表面,将擦拭后的铝合金薄板用自来水配成的含氢氧化钠25~30g/l、碳酸钠25~30g/l的溶液清洗0.5~1min,清洗温度为50~60℃;清洗后在溢流的自来水中漂洗2~5min;
29.(2)将漂洗后的铝合金薄板在去离子水配成的300~500g/l的硝酸溶液中进行脱氧处理2~5min,然后在溢流的自来水中漂洗5min后,再用去离子水充分淋洗;
30.(3)将淋洗后的铝合金薄板浸入120~140g/l的磷酸溶液中,在1min内接通电流,然后在2min内将极板间直流电压自0v升至10
±
1v,阳极化时间为19~21min,阳极化处理结束后,在1min内将铝合金薄板从磷酸溶液中取出。
31.其他步骤与具体实施方式一至三相同。
32.具体实施方式五:本实施方式与具体实施方式一至四之一不同点是:步骤一中所述的铝合金板为2xxx合金、5xxx合金、6xxx合金或7xxx合金,合金状态为t4、t6、t73、t74或t76。
33.其他步骤与具体实施方式一至四相同。
34.具体实施方式六:本实施方式与具体实施方式一至五之一不同点是:步骤一中所述的玻璃纤维预浸料为s型玻璃纤维或t型玻璃纤维。
35.其他步骤与具体实施方式一至五相同。
36.具体实施方式七:本实施方式与具体实施方式一至六之一不同点是:步骤二中铝合金薄板的表面进行涂胶后,形成胶膜的厚度为0.1~0.5mm,胶的型号为j-116b。
37.其他步骤与具体实施方式一至六相同。
38.具体实施方式八:本实施方式与具体实施方式一至七之一不同点是:步骤二中玻璃纤维预浸料是由玻璃纤维丝和胶粘结而成,玻璃纤维预浸料中的玻璃纤维丝与铝合金薄板所成的角度为0
°
、45
°
或90
°
。
39.其他步骤与具体实施方式一至七相同。
40.具体实施方式九:本实施方式与具体实施方式一至八之一不同点是:步骤三中采用的热压设备为热压罐或热压机。
41.其他步骤与具体实施方式一至八相同。
42.具体实施方式十:本实施方式与具体实施方式一至九之一不同点是:步骤三中将铝合金玻璃纤维复合层板置于热压设备内,在120~150℃的温度条件下保温60~80min,然后升温至180~210℃,并在180~210℃下继续保温160~180min。
43.其他步骤与具体实施方式一至九相同。
44.采用以下实施例验证本发明的有益效果:
45.实施例1:一种玻璃纤维铝合金层状复合板的制备方法,按以下步骤进行:
46.一、采用数控铣的方式将铝合金板锯切,得到长度为400mm、宽度为400mm和厚度为0.3mm的铝合金薄板,再将锯切后的铝合金薄板进行磷酸阳极化处理;然后将玻璃纤维预浸料剪取成与铝合金薄板相同的尺寸;
47.将锯切后的铝合金薄板进行磷酸阳极化处理的步骤如下:
48.(1)先用丙酮溶液擦拭铝合金薄板表面,将擦拭后的铝合金薄板用自来水配成的含氢氧化钠28g/l、碳酸钠28g/l的溶液清洗1min,清洗温度为50℃;清洗后在溢流的自来水中漂洗5min;
49.(2)将漂洗后的铝合金薄板在去离子水配成的500g/l的硝酸溶液中进行脱氧处理5min,然后在溢流的自来水中漂洗5min后,再用去离子水充分淋洗;
50.(3)将淋洗后的铝合金薄板浸入130g/l的磷酸溶液中,在1min内接通电流,然后在2min内将极板间直流电压自0v升至10
±
1v,阳极化时间为20min,阳极化处理结束后,在1min内将铝合金薄板从磷酸溶液中取出。
51.二、将经磷酸阳极化处理后的铝合金薄板的表面进行涂胶,然后与剪取后的玻璃纤维预浸料进行铺层,得到铝合金玻璃纤维复合层板;铺层顺序依次为铝合金薄板/玻璃纤维预浸料/铝合金薄板/玻璃纤维预浸料/铝合金薄板,玻璃纤维预浸料是由玻璃纤维丝和胶粘结而成,玻璃纤维预浸料中的玻璃纤维丝与铝合金薄板所成的角度为0
°
。
52.三、将铝合金玻璃纤维复合层板置于热压罐或热压机内,在120℃的温度条件下保温60min,然后升温至180℃,并在180℃下继续保温180min,保温结束后泄压,出炉空冷,将出炉后的铝合金玻璃纤维复合层板切边后,得到玻璃纤维铝合金层状复合板。
53.本实施例中铝合金板采用2024-t3,玻璃纤维预浸料采用s型玻璃纤维,胶的型号为j-116b,所制备的玻璃纤维铝合金层状复合板的界面结合强度达到60mpa以上,纵向力学性能达到550mpa,横向力学性能达到420mpa,疲劳性能可达到单体2024铝合金薄板的六倍以上。
54.实施例2:一种玻璃纤维铝合金层状复合板的制备方法,按以下步骤进行:
55.一、采用数控铣的方式将铝合金板锯切,得到长度为400mm、宽度为400mm和厚度为0.3mm的铝合金薄板,再将锯切后的铝合金薄板进行磷酸阳极化处理;然后将玻璃纤维预浸料剪取成与铝合金薄板相同的尺寸;
56.将锯切后的铝合金薄板进行磷酸阳极化处理的步骤如下:
57.(1)先用丙酮溶液擦拭铝合金薄板表面,将擦拭后的铝合金薄板用自来水配成的含氢氧化钠28g/l、碳酸钠28g/l的溶液清洗1min,清洗温度为50℃;清洗后在溢流的自来水中漂洗5min;
58.(2)将漂洗后的铝合金薄板在去离子水配成的500g/l的硝酸溶液中进行脱氧处理5min,然后在溢流的自来水中漂洗5min后,再用去离子水充分淋洗;
59.(3)将淋洗后的铝合金薄板浸入130g/l的磷酸溶液中,在1min内接通电流,然后在2min内将极板间直流电压自0v升至10
±
1v,阳极化时间为20min,阳极化处理结束后,在1min内将铝合金薄板从磷酸溶液中取出。
60.二、将经磷酸阳极化处理后的铝合金薄板的表面进行涂胶,然后与剪取后的玻璃纤维预浸料进行铺层,得到铝合金玻璃纤维复合层板;铺层顺序依次为铝合金薄板/玻璃纤维预浸料/铝合金薄板/玻璃纤维预浸料/铝合金薄板,玻璃纤维预浸料是由玻璃纤维丝和
胶粘结而成,玻璃纤维预浸料中的玻璃纤维丝与铝合金薄板所成的角度为90
°
。
61.三、将铝合金玻璃纤维复合层板置于热压罐或热压机内,在120℃的温度条件下保温60min,然后升温至180℃,并在180℃下继续保温180min,保温结束后泄压,出炉空冷,将出炉后的铝合金玻璃纤维复合层板切边后,得到玻璃纤维铝合金层状复合板。
62.本实施例中铝合金板采用2024-t3,玻璃纤维预浸料采用s型玻璃纤维,胶的型号为j-116b,所制备的玻璃纤维铝合金层状复合板的界面结合强度达到60mpa以上,纵向力学性能达到500mpa,横向力学性能达到400mpa,疲劳性能可达到单体2024铝合金薄板的五倍以上。
63.实施例3:一种玻璃纤维铝合金层状复合板的制备方法,按以下步骤进行:
64.一、采用数控铣的方式将铝合金板锯切,得到长度为400mm、宽度为400mm和厚度为0.3mm的铝合金薄板,再将锯切后的铝合金薄板进行磷酸阳极化处理;然后将玻璃纤维预浸料剪取成与铝合金薄板相同的尺寸;
65.将锯切后的铝合金薄板进行磷酸阳极化处理的步骤如下:
66.(1)先用丙酮溶液擦拭铝合金薄板表面,将擦拭后的铝合金薄板用自来水配成的含氢氧化钠28g/l、碳酸钠28g/l的溶液清洗1min,清洗温度为50℃;清洗后在溢流的自来水中漂洗5min;
67.(2)将漂洗后的铝合金薄板在去离子水配成的500g/l的硝酸溶液中进行脱氧处理5min,然后在溢流的自来水中漂洗5min后,再用去离子水充分淋洗;
68.(3)将淋洗后的铝合金薄板浸入130g/l的磷酸溶液中,在1min内接通电流,然后在2min内将极板间直流电压自0v升至10
±
1v,阳极化时间为20min,阳极化处理结束后,在1min内将铝合金薄板从磷酸溶液中取出。
69.二、将经磷酸阳极化处理后的铝合金薄板的表面进行涂胶,然后与剪取后的玻璃纤维预浸料进行铺层,得到铝合金玻璃纤维复合层板;铺层顺序依次为铝合金薄板/玻璃纤维预浸料/铝合金薄板/玻璃纤维预浸料/铝合金薄板,玻璃纤维预浸料是由玻璃纤维丝和胶粘结而成,玻璃纤维预浸料中的玻璃纤维丝与铝合金薄板所成的角度为45
°
。
70.三、将铝合金玻璃纤维复合层板置于热压罐或热压机内,在120℃的温度条件下保温60min,然后升温至180℃,并在180℃下继续保温180min,保温结束后泄压,出炉空冷,将出炉后的铝合金玻璃纤维复合层板切边后,得到玻璃纤维铝合金层状复合板。
71.本实施例中铝合金板采用2024-t3,玻璃纤维预浸料采用s型玻璃纤维,胶的型号为j-116b,所制备的玻璃纤维铝合金层状复合板的界面结合强度达到60mpa以上,纵向力学性能达到520mpa,横向力学性能达到500mpa,疲劳性能可达到单体2024铝合金薄板的五倍以上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1